Стенки цилиндра двигателя образуют совместно с поршнем, кольцами и поверхностью камеры сгорания пространство переменного объема, в котором совершаются все рабо.
Необходимость процедуры
В процессе работы элементы двигателя испытывает большую нагрузку. Ведь внутри них постоянно трутся поршни. Даже самая прочная сталь со временем истирается от этого. Внутренняя поверхность «родной» гильзы из круглой превращается в овальную. Это вызывает люфт поршневых колец, которые уже прилегают не так плотно. Отработавшиеся газы и топливная смесь проникают в картер. Мощность ДВС сразу же падает, увеличивается потребление масла.
Овализация устраняется расточкой, гнёздам возвращают изначальную геометрию путём стачивания внутреннего диаметра специальным станком. Однако, если толщина полости слишком мала или есть повреждения, это не помогает. Приходится вставлять новую готовую гильзу цилиндра ДВС.
Обычно такое происходит после:
- длительной эксплуатации силового агрегата на грязном топливе;
- неправильно проведённого ремонта;
- несвоевременного прохождения ТО.
На внутренних полостях образуются каверны, неровности, задиры. Расточка возможна только при дефектах малой степени. Дальше помогает только установка вставок (диаметр гильзы цилиндра нужного размера) или общая замена гильзы блока цилиндров.
Применение съёмных втулок дало новую «жизнь» блоку ДВС. Его теперь стало возможно обновлять неограниченное количество раз. Без гильзы цилиндров автомобильного двигателя капитальный ремонт проводился бы только расточкой, которую допустимо делать не более 3-4 раз.
Источник: http://vdvigatel.ru/articles/gilzovka-tsilindrov-opredelenie-iznosa-vybor-zamena-video/
Долговечность на многие тысячи километров
Наш обширный ассортимент включает в себя мокрые и сухие гильзы цилиндров, цилиндры с ребрами воздушного охлаждения, а также цилиндры для компрессоров. Наборы уплотнительных колец для мокрых гильз цилиндров дополняют комплекты поставки.


Источник: http://ms-motorservice.com/ru/produkty-oblasti-primenenija/produkty-v-dvigatele/product/gilzy-cilindrov/
Причины износа стенок цилиндров и возникновения задиров

Основные причины износа стенок:
- Действие поршневых колец и горячих газов;
- Недостаточное количество смазки;
- Некачественный материал сопряженных деталей;
- Естественный износ со временем и пробегом.
Верхняя часть цилиндра является наиболее уязвимым местом, потому что именно там сказывается истирающее действие поршневых колец, высокое давление газов. Во многом степень износа зависит от материала, твердости и гладкости рабочей поверхности.
Детали из легированных чугунов значительно дольше служат и изнашиваются медленнее.
Нагрузка на автомобиль, пробег в крупных городах гораздо выше, следовательно, ремонт и диагностику надо производить чаще. Гильзовка блока цилиндров в Москве является популярной услугой, которая позволяет продлить и улучшить эксплуатацию авто.
Источник: http://toyota-chr2.ru/servis/gilzovka-bloka-cilindrov.html
Отличие мокрой гильзы от сухой
Мокрые втулки непосредственно соприкасаются с антифризом, обеспечивая лучший отвод тепла. Большое распространение они получили на шведских Volvo, французских Renault, старых отечественных автомобилях, грузовиках, тракторах из-за того что просты в установке, ремонте. Такие элементы оснащаются уплотнительными манжетами во избежание прорыва газов в картер и систему охлаждения. Основное преимущество — не нужно даже снимать двигатель с шасси, когда наблюдается износ гильз цилиндров. Мокрые элементы получают из специального серого чугуна с легирующими добавками (хром, марганец, кремний).
Сухие втулки запрессованы в тело БЦ, охлаждающей жидкостью не омываются. Используется почти на всех иномарках, оснащённых алюминиевым двигателем — Honda, Land Rover, Audi, Volkswagen. В гнёзда такого мотора заправляют сухие гильзы блока цилиндров, увеличивающие ресурс и повышающие ремонтопригодность. Наружную поверхность такого элемента разрешено шлифовать, что даёт возможность добиться оптимальной плотности прилегания.
|
Направляющие втулки |
Плюсы |
Минусы |
|
Мокрая гильза |
простота ремонта, лучше отводят тепло |
меньшая жёсткость картера двигателя |
|
Сухая гильза |
высокая жёсткость картера |
хуже отводят тепло |
Источник: http://vdvigatel.ru/articles/gilzovka-tsilindrov-opredelenie-iznosa-vybor-zamena-video/
Как проводится портинг ГБЦ
Перед тем как провести портинг ГБЦ, нужно проверить наличие у себя нескольких компонентов:
- Каналы впускного/выпускного типа;
- Втулки направляющего образца;
- Клапаны;
- Пружины/тарелки для втулок;
- Камеры сгорания.
Далее следуем инструкции:
- Возьмите ГБЦ и удалите все присутствующие на ней клапаны.
- Осмотрите каналы, запомните места, где присутствуют дефекты.
- Снимайте направляющие.
- Используйте вспомогательные шпильки для насаждения коллектора впускного типа.
- При помощи болтов вкрутите вспомогательные шпильки в отдельные каналы, предназначенные для смеси охлаждения. В шпильках можно проделать маленькие отверстия для сохранения нормального подогрева.
- Совмещаем коллектор с ГБЦ.
- Запиливайте коллектор впускного типа.
- Когда работа над коллектором подойдёт к завершению, придётся совместить каналы. Состыковку можно произвести, воспользовавшись пластилином.
- Воспользуйтесь зубилом, чтобы удалить неровности на клапанах выпускного типа.
- Подвергайте остальные каналы тщательной полировке, чтобы избавиться от всех дефектов поверхности.
Результатом проведения всех вышеописанных манипуляций будет являться то, что ГБЦ будет иметь более совершенные характеристики:
- Диаметр каналов впускового типа – 32 миллиметра;
- Диаметр каналов выпускного типа – 29 миллиметров;
- Диаметр клапанных стеблей – 8 миллиметров;
- Валы распределительные ГБЦ, спортивные — стандартные – 13,5 миллиметров;
- Длина втулок направляющего типа превышает стандартную.
Таким образом, благодаря осуществлению доработки головки блока цилиндров можно добиться максимального раскрытия потенциала автомобильного двигателя.
Источник: http://liaz-677.ru/kakie-gilzy-nazyvaut-mokrymi
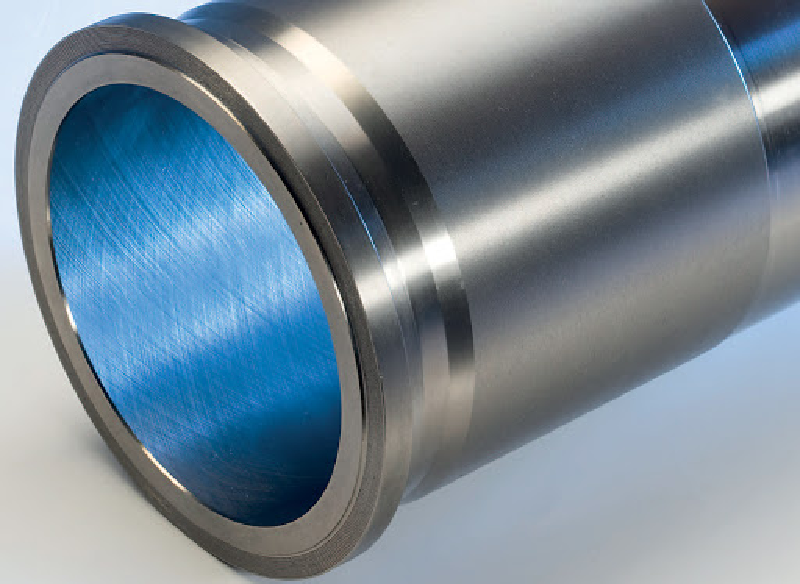
Фосфатированные гильзы
В целях увеличения эффективности и снижения коэффициента трения, внутренние поверхности гильзы цилиндров покрывают фосфатом. Создаётся 3 мкм химическая плёнка нерастворимого вещества, предохраняющего металл от коррозии и создающая высокие антифрикционные свойства.
Фосфатная плёнка — современная разработка, увеличивающая степень поглощения масла вдвое. Для сравнения: фосфатированные гильзы, помещённые в коррозионную камеру, ржавели от 3-процентного хлорида натрия лишь через 2-е суток, тогда как необработанные — уже через 10 минут!
Источник: http://vdvigatel.ru/articles/gilzovka-tsilindrov-opredelenie-iznosa-vybor-zamena-video/
Буртик гильзы и седло буртика — как кастрюля и крышка
В блоке цилиндров двигателя имеется округлое гладкое углубление, так называемое седло буртика. Оно аксиально фиксирует гильзу в блоке. Буртик должен сидеть точно в углублении таким образом, чтобы гильза полностью прилегала по всему периметру седла. Затем в блоке цилиндров устанавливается прокладка головки блока цилиндров. Уплотнение камеры сгорания (в прокладках старших поколений металлическая окантовка, в более современных металлических прокладках — профиль) должно при этом прилегать точно к верхней стороне седла буртика.
При затяжке болтов головка блока сильно прижимается к блоку цилиндров. При этом болты крепления головки блока и правила затяжки разработаны таким образом, что связь головки блока цилиндров с блоком выдерживает максимальное давление цикла вплоть до 200 бар. В результате через болты и прокладку передается гигантское усилие на седло буртика
Поэтому очень важно, чтобы усилие передавалось через прокладку на седло строго вертикально (на рис. 1 показан правильный монтаж)
В дальнейшем это поможет избежать обрыва бурта гильзы цилиндра.
| Только правильный монтаж гарантирует правильное распределение сил (рис. 1) | Посторонние частицы под седлом буртика — причина возникновения опасного изгибающего момента (рис. 2) |
Источник: http://avtonomnaya-gazifikaciya.ru/dvigatel/kakie-gilzy-nazyvayut-mokrymi.html
Выбор, определение размеров новых гильз
Перед тем, как подбирать съёмные вставки, изучают строение блока определённого двигателя. На данный момент БЦ бывают всего двух типов — линейные (рядные) и V-образные. Кроме того, они выходят с разным количеством рядов и расположений клапанов (верхнее, нижнее). Толщина стенок и другие особенности тоже имеют значение.
Внутренний диаметр гнезда замеряют микрометрическим нутрометром. Затем втулки подбираются, согласно таблице. Вот на гильзы цилиндров размеры, которые указываются в паспорте самими изготовителями.
|
Автомобиль и модель двигателя |
Номинальный ремонтный размер |
1 ремонтный размер |
2 ремонтный размер |
3 ремонтный размер |
|
Жигули, Ваз-2103, -2107 |
76 |
76,2 |
76,4 |
76,6 |
|
Жигули, Нива, Ваз-2106, -2121 |
79 |
79,4 |
79,7 |
80 |
|
Лада, Ваз-21083, -09, -10 |
82 |
82,4 |
82,8 |
|
|
Ока, Ваз-1111 |
76 |
76,4 |
76,8 |
|
|
Audi , WH и WC |
79,5 |
79,7 |
80 |
80,5 |
|
Audi, KP, KU, RT |
81 |
81,2 |
81,5 |
82 |
|
Chrysler, AMC 242 |
98,4 |
98,7 |
Источник: http://vdvigatel.ru/articles/gilzovka-tsilindrov-opredelenie-iznosa-vybor-zamena-video/
Блок дизелей типа М753 и М756.
У двигателей М753Б и М756 выпрессовку гильзы 2 с рубашкой 5 (рис. 50) в условиях депо производят после прогрева паром моноблока 1 при помощи винтового приспособления. Это создает при температуре пара 110—120° С ослабление натяга за счет различного расширения алюминиевого сплава и стали. Устранение дефектов у блоков и моноблоков производят наплавкой и заваркой в защитной среде аргона. Для сварочных работ используют установку УДАР-300-2, дающую возможность регулировать сварочный ток в пределах 50—300 а. В качестве присадочного материала применяют проволоку марок АК-6 и АК-10 диаметром 4—5 мм. Перед употреблением проволоку очищают каустической содой 25-процентной концентрации, осветляют в 25-процентном растворе азотной кислоты, а затем промывают в холодной и горячей воде.
Аргон должен соответствовать по своему качеству ГОСТ 10157—62. С давлением 0,5—0,25 кГ/см2 аргон подается через головку, снабженную вольфрамовым электродом. Головка охлаждается водой. Моноблок устанавливают в кантователь и опрессовывают водой с температурой 80—90° С при давлении 4 кГ/см2. Опрессовкой устанавливают места появления течи. Места с трещинами разделывают V-образно. Перед наплавкой и сваркой места, подлежащие исправлению, зачищают щетками, фрезами, шаберами и другими инструментами. Дополнительно эти места с некоторым запасом по площади обезжиривают уайт-спиритом или ацетоном. Моноблок подогревают паром и местным подогревом электронагревателями до температуры около 120° С. В процессе подогрева перед сваркой свободные отверстия выпускных и впускных клапанов и форсунки закрывают асбестом, а внутрь цилиндра в случае наплавки гнезд, клапанов вставляется защитная гильза из негорючего материала. Силу тока регулируют в пределах 220—240 а. По окончании сварки моноблок устанавливают в ящик для медленного охлаждения. Затем вынув из ящика, моноблок опрессовывают; наплавленные места механически обрабатывают. Механическую обработку гнезд под сменные седла клапанов производят фрезой на сверлильно-радиальном станке с таким расчетом, чтобы запрессованное гнездо было вровень с днищем цилиндра. Для· удобства обзора при фрезеровании станок снабжают системой зеркал. Можно устранить течь и другим способом. Так, форсуночное отверстие разделывают с 24 мм до 30—32 мм. Изготовляют сменную втулку с натягом 0,12—0,15 мм. Блок нагревают до температуры 90—110° С, а втулку охлаждают в камере до — 70° С. Затем втулку вставляют и наконец обваривают. Температура — 70° С создается смесью гидролизного спирта с газообразной углекислотой. Гильзу вместе с рубашкой опрессовывают на специальном приспособлении с закрытыми отверстиями для прохода воды. Посадочную часть гильзы смазывают ГЭН-150 и охлаждают в камере до 70° С, затем вставляют в подогретый блок и набивают сальник из резиновых 4 и стальных колец 5 с использованием цилиндрической оправки. Сальник прижимают гайкой 6.
Источник: http://honda-1.ru/obzory-rejtingi/kakie-gilzy-nazyvayut-mokrymi-2.html
Замена гильз ЗМЗ 402


Каждую гильзу мажем герметиком, надеваем медное кольцо и снова мажем герметиком. Затем устанавливал в блок.




После этого, гильзы нужно зафиксировать. Я предварительно взял кусок трубы и нарезал её кусками по 90 мм. Можно использовать пальцы шатунов, они чуток короче, но тоже подходят.

Заранее запаситесь очень большими шайбами, так, чтобы когда шайба оденется на шпильку, она придавливала две соседние гильзы, но не вылезала за из пределы, чтоб потом можно было вставить поршни. У меня таких шайб не оказалось и пришлось мудрить. Далее собираем все остальное.
Источник: http://24techno-guide.ru/dvigateli-s-gilzami.php
Видео: гильзовка блока Митсубиси
Мастер описывает процесс гильзования на примере легендарного мотора Mitsubishi 4G69. Втулки он ставит готовые от Мерседеса — 026240-00. Запрессовка проводится специальным оборудованием.
Источник: http://vdvigatel.ru/articles/gilzovka-tsilindrov-opredelenie-iznosa-vybor-zamena-video/
Какая она, гильза цилиндра
На современных легковых автомобилях применяются две группы гильз:
«мокрые» гильзы — данный тип гильз конструктивно соприкасается с охлаждающей жидкостью двигателя. Комплектуются уплотнительными прокладками для предотвращения попадания газов в охлаждающую жидкость и наоборот. Гильза цилиндра этой группы более ремонтопригодная.
«сухие» гильзы – гильза цилиндра данной группы в некоторых двигателях заливается в блок при изготовлении. Естественно, они не соприкасаются с охлаждающей жидкостью, отсюда и название.

Основными свойствами, которыми должна обладать гильза цилиндра, являются: износостойкость, прочность, высокая антикоррозийная устойчивость. Конструктивные особенности гильз должны обеспечивать надёжность уплотнений в местах стыка гильзы с ГБЦ и блоком цилиндров.
Источник: http://liaz-677.ru/kakie-gilzy-nazyvaut-mokrymi
Эволюция гильзовки на этапе производства двигателя
Основной причиной, по которой инженеры-конструкторы пришли к решению гильзовать двигатель, была настоятельная потребность снизить его вес. Это стало возможным в тот момент, когда для производства блока цилиндров стали применять не чугун, а алюминий.
Чугун для производства двигателя хорош своей недорогой себестоимостью и высокой прочностью, но его «минусы» слишком существенны:
- он втрое тяжелей, чем алюминий;
- чугун подвержен коррозийным процессам;
- низкая теплопроводность чугуна требует большего количества охлаждающей жидкости для поддержания нормальных условий эксплуатации.
Впервые алюминиевые гильзованные двигатели появились в тридцатых годах прошлого века. Устанавливались такие двигатели в основном на спортивные модели машин. В них в алюминиевый цилиндровый блок вставлялись чугунные гильзы «мокрого» типа.
В начале семидесятых годов на смену «мокрым» гильзам пришли «сухие». Это произошло благодаря появлению новых технологий запрессовки гильз из чугуна в мягкий алюминий. Но идеального результата всё равно не получилось – различные коэффициенты расширения металлов вследствие нагрева узла до рабочих температур приводили к появлению зазора между цилиндром и гильзой. С другой стороны, вес блока был существенно снижен, и это на фоне повышения жёсткости цилиндра.
-
Гильзовка алюминиевого блока цилиндров
Далее технология производства снова изменилась — от запрессовки гильз отказались, заменив её обратной операции: отливки блока вокруг самих гильз. Это открыло эпоху «одноразовых» моторов: согласно технической документации, извлечь вмонтированные таким образом гильзы для замены не представляется возможным, то есть, цилиндровый блок таких моделей официально считается непригодным для проведения ремонтных работ.
Источник: http://avtonomnaya-gazifikaciya.ru/dvigatel/kakie-gilzy-nazyvayut-mokrymi.html
Механическая обработка БЛОКА ЦИЛИНДРОВ
Блок цилиндров (БЦ) — это основная деталь двигателя внутреннего сгорания, которая объединяет между собой цилиндры двигателя в единую деталь, изготавливается литьем с последующей механической обработкой
Общий вид блока цилиндров
Опорная поверхность коленчатого вала БЦ («постель» коленчатого вала блока цилиндров) служит для монтажа вкладышей и коленчатого вала с сохранением требуемого масленого зазора.
Опорная нижняя плоскость блока цилиндров служит для установки поддона картера.
Опорная верхняя плоскость БЦ служит для установки головки блока цилиндров.
Цилиндры блока цилиндров служат для превращения возвратно-поступательного движения поршней и выполнения работы по передаче энергии взрыва топливно-воздушной смеси в камере сгорания, через шатуны во вращательное движение коленчатого вала.
Цилиндры БЦ могут быть цельнолитыми — «сухая гильза», где охлаждающая жидкость на прямую не контактирует со стенкой гильзы, или вставными — «мокрая гильза», где охлаждающая жидкость на прямую контактирует со стенкой гильзы.
«Сухая гильза»
Вокруг цилиндров БЦ расположены полости для циркуляции охлаждающей жидкости (тосол, антифриз) системы охлаждения — «водяная рубашка» блока цилиндров. Также в БЦ расположены масленые каналы, по которым в места смазки под давлением, создаваемым масленым насосом, подается моторное масло, обеспечивающее нормальную работу трущихся пар подшипников скольжения всего двигателя внутреннего сгорания.
«Мокрая гильза»
БЦ изготавливают из чугуна или алюминиевого сплава. Долгое время единственным материалом для изготовления блоков цилиндров служил чугун. Этот материал относительно недорог, обладает высокой прочностью, износостойкостью, жесткостью, имеет хорошие литейные качества. Существенными недостатками чугуна являются его большой удельный вес и низкая теплопроводность.
Алюминиевые сплавы — это лёгкий (малый удельный вес) конструкционный материал, корозиционно устойчив, имеет хорошую обрабатываемость. По сравнению с чугуном, имеет в 3 раза выше коэффициент теплопроводности, в результате двигатель внутреннего сгорания нагревается быстрее и равномернее. Совокупность этих факторов дает возможность повышать КПД и экономичность двигателей внутреннего сгорания.
Алюминиевый сплав значительно уступает чугуну в жесткости и износостойкости. По этому блок цилиндров из алюминиевого сплава должен иметь особые конструктивные элементы повышающие его жесткость, а в качестве цилиндров обычно служат чугунные гильзы, которые заливаются в алюминиевый блок в процессе его изготовления. Цилиндры блоков из алюминиевых сплавов имеют так же современные покрытия. Поверхность цилиндров, из алюминиевого сплава, насыщают поверхностный слой кристаллами карбида кремния (Материал — алюсил, силумал), эта технологическая новинка имеет свою технологию перехода в ремонтный размер. Цилиндры из такого материала ремонтно пригодны. Также на цилиндры из алюминиевого сплава, наносят другими различными технологиями, износостойкие покрытия, которые имеют небольшую толщину слоя и в связи с этим не поддаются ремонту. Такие цилиндры имеют сложную схему ремонта при наличии конструктивных возможностей, а именно наличие достаточного расстояния между цилиндрами для установки гильз из чугуна.
В процессе работы, цилиндры БЦ подвергаются износу.
Износ цилиндров БЦ является следствием комплексного воздействия на стенки многочисленных физических, химических и других быстротекущих процессов, которые по характеру проявления разделяются на три основных вида износа:
- — эрозионный — возникающий вследствие трения поршневых колец об цилиндр БЦ, схватывания и других разрушающих процессов при непосредственном контакте металлических трущихся поверхностей;
— коррозионный— возникающий при всякого рода окислительных процессах на поверхностях трения;
— абразивный — вызывающий разрушение поверхностей трения при наличии между ними твердых абразивных частиц, в том числе и от продуктов износа механизмов двигателя внутреннего сгорания.
Изношенные детали двигателя внутреннего сгорания подлежат замене или ремонту. Ремонт с последующей механической обработкой, которая включает в себя: расточка цилиндров под хонинговальную операцию, расточка цилиндров под установку гильз цилиндров БЦ ( стандартных или нестандартных гильз), хонингование цилиндров БЦ, механическую обработку плоскости БЦ.
Расточка цилиндров БЦ под установку гильз.
Расточка цилиндров выполняется на расточных станках COMEC, производство Италия.
При расточке гильз цилиндров есть два способа базирования блока цилиндров:
- — БЦ устанавливается на параллели, где механическая обработка выполняется от плоскости картера БЦ, а геометрия расположения цилиндров обеспечивается уникальными конструктивными возможностями оборудования. Этот способ имеет особенность — выполнять расточную операцию можно только на блоках цилиндров имеющих минимальные остаточные деформации плоскостей БЦ.
Установка БЦ на параллели
- — БЦ устанавливается на приспособление типа «скалка», где механическая обработка выполняется от оси коленчатого вала, что позволяет максимально точно сохранять перпендикулярность осей цилиндров к оси коленчатого вала. Этот способ является идеальным вариантом при расточной операции цилиндров БЦ, а для V — образных БЦ обработка от оси коленчатого вала является единственно возможным вариантом.
Установка БЦ на приспособление типа «скалка»
Подготовка посадочного места гильзы цилиндра под под установку гильзы выполняется в зависимости от способа установки гильзы (см.пункт 3). Шероховатость поверхности цилиндров после расточки Ra=0,63мкм (шероховатость поверхности шлифовальной операции), обеспечивается специальными сменными режущими пластинами с радиусом при вершине 0,80мм;
Установка гильз цилиндров.
Выполняется установка чугунных гильз цилиндров, как стандартных, так и не стандартных установочных размеров в блоки цилиндров которые выполнены, как из алюминиевого сплава, так и из чугуна.
Используется 3 метода установки гильз цилиндров:
- — установка гильзы с упором сверху (гильза с буртом);
- — установка гильзы с упором снизу (гильза без бурта);
- — установка «висячей гильзы» (гильза без бурта), прочность посадки гильзы обеспечивается величиной перекрытия размеров.
Установка гильз цилиндров в БЦ выполняется посредством охлаждения гильзы цилиндра в емкости с жидким азотом до температуры -180°С и нагрева БЦ до температуры 100…120°С. Для обеcпечения надежности установки гильзы разность температур между БЦ и гильзой должна составлять около 200°С. В результате охлаждения гильзы цилиндра диаметр уменьшается примерно на 0.1мм, а установочное отверстие гильзы, в результате нагрева, увеличивается до 0,25мм, в результате чего, при установке гильз образуется зазор в 0,35мм, что позволяет без усилий установить гильзу цилиндров в в заранее подготовленное посадочное место БЦ
Установка гильз цилиндров
Расточка цилиндров БЦ под хонингование.
Расточка цилиндров выполняется с припуском под хонингование 0.08…0.10мм, этого припуска достаточно для удаления деформированного поверхностного слоя материала гильзы с неравномерной твердостью, сформированного при расточной операции, а также исправления погрешностей формы цилиндров.
Хонингование цилиндров БЦ.
Окончательная, финишная механическая обработка рабочей поверхности гильзы цилиндра осуществляется посредством хонингования на оборудовании фирмы COMEC производства Италия.
Хонингование цилиндров БЦ — это финишная обработка резанием, которая осуществляется алмазными брусками, которые помещены в специальных держателях для инструмента и крепятся в хонинговальной головке.
При хонинговании совмещаются вращательное и возвратно-поступательное движения инструмента, благодаря чему создается характерная сетка (хонинговальная сетка), как следствие перемещения алмазных зерен по винтовой линии.
Хонингование дает возможность эффективно исправлять погрешности формы и поверхности цилиндров БЦ, таких как: конусность, седлообразность, бочкообразность, волнистость.
Нарушения геометрии цилиндров БЦ
При выполнении операции на оборудовании фирмы Rottler HP6A производства США мы получаем уникальные результаты: размер цилиндра, на установленной производителем длине цилиндра, выдерживается с точностью 0,005мм.
Шероховатость поверхности после хонингования выдерживается строго от вида топлива:
- — для бензиновых двигателей Rz=3…6мкм, Ra=0,6…1,0мкм;
- — для дизельных двигателей Rz=4…8мкм, Ra=0,8…1,2мкм;
Шероховатость можно измерять с помощью специального инструмента — профилографа, которые помимо значений шероховатости Rz, Ra дает возможность посмотреть и напечатать диаграмму шероховатости поверхностей дефектуемого цилиндра. Помимо размера, геометрии, шероховатости цилиндра, важный параметр который контролируется — это угол хонинговальной сетки. Угол хонинговальной сетки находится в пределах 30..80° что соответствует рекомендациям ведущих производителей ДВС (Kolbenschmidt, Mahle) Мы выдерживаем и параметры угла задаваемые Заказчиками. Проверка угла осуществляется при помощи пленки-трафарета для измерения угла хонингования.
Финишный переход обработки цилиндра хонингованием это — кранцевание (плосковершинное хонингование). Это операция которая создаёт опорную поверхность для поршня и колец, снимая острые вершины микронеровностей, позволяет получить процент вскрытого шарообразного, пластинчатого графита, на поверхности чугунного цилиндра (гильзы цилиндра), не ниже — 20%, что соответствует качеству мировых лидеров производителей двигателей внутреннего сгорания.
Подведем итог.
Механическая обработка цилиндров (гильз цилиндров) выполненных из чугуна включает в себя восстановление следующих параметров:
- — Размер цилиндра (по осям X-Y) с допуском +0,005мм;
- — Геометрию цилиндра ( по осям) с допуском +0,005мм;
- — Шероховатость поверхности;
- — Угол хонинговальной сетки;
- — Процент вскрытого шарообразного, пластинчатого графита; Параметр выведен и проверен исследованием: — возможности оборудования; — качество инструмента; — качество специальной СОЖ (смазывающе-охлаждающей жидкости);
Схема измерений диаметра цилиндра
Механическая обработка плоскости БЦ.
Механическая обработка плоскости БЦ выполняется на станках COMEC. Для специальной и карьерной техники работы выполняются на обрабатывающем центре.
Обработка выполняется резцом — твердосплавной пластиной которая закреплена на планшайбе. Главное движение — вращение режущего инструмента происходит параллельно плоскости разъема БЦ и подача идет вдоль плоскости БЦ обеспечивает точность выполнения не плоскостности до 0,010мм и шероховатость под любые виды прокладок заявленные Производителями ДВС.
Шероховатость поверхностей после обработки соответствует рекомендациям ведущих производителей прокладок и уплотнений, таких как: GOETZE, Elring, Payen.
Смотрите также:
- Механическая обработка головки блока цилиндров (ГБЦ)
- Механическая обработка коленвала
- Механическая обработка клапанов, шатунов и других деталей
Источник: http://honda-1.ru/obzory-rejtingi/kakie-gilzy-nazyvayut-mokrymi-2.html
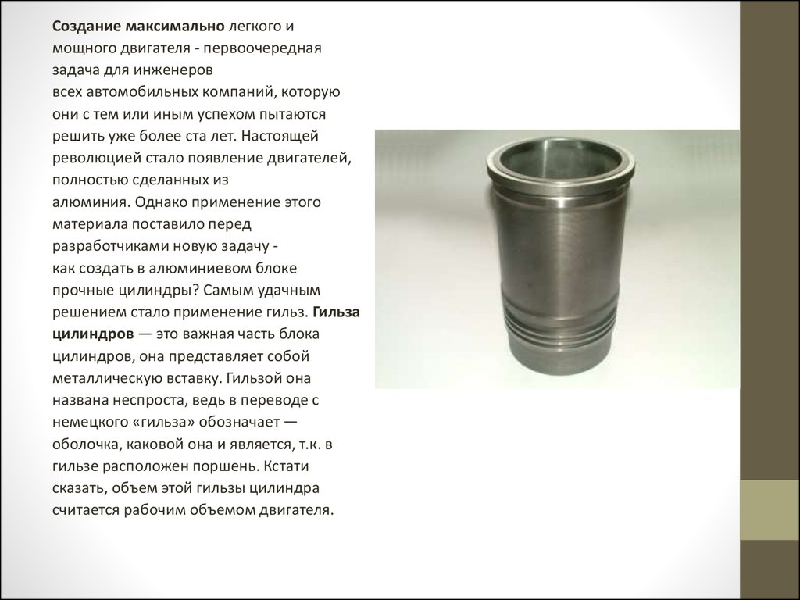
Что такое гильза блока?
Гильза представляет собой вставку в блок цилиндра двигателя, которая выступает в роли стенок цилиндра, обеспечивая поршню возможность движения. Ее объем определяет рабочий объем цилиндра. Технологическую операцию по установке гильзы называют гильзовкой. Эта процедура относится к сложным видам, потому что перед установкой необходимо выполнить ряд подготовительных работ, которые можно качественно провести только на современном специальном оборудовании.
Различают два вида гильз, которые устанавливают на автомобильных моторах:
- сухие — предназначены для установки в блок цилиндров таким образом, что контакта с охлаждающей жидкостью (ОЖ) не происходит;
- мокрые — контакт с охлаждающей жидкостью происходит с одной стороны. Для того чтобы не происходило проникновения ОЖ в цилиндр и не допускалось попадания газов из цилиндра в систему охлаждения в «мокрых» гильзах предусмотрены уплотнительные прокладки. Они легче поддаются восстановлению.

К гильзам обоих видов применяется ряд одинаковых требований:
- высокая коррозиестойкость;
- способность выдерживать значительные нагрузки, как температурные, так и механические;
- высокие прочностные характеристики материала изготовления.
Важно! При установке гильз с уплотнительными прокладками места стыковки блока со втулкой должны иметь необходимые характеристики.
При выборе гильзы обязательно учитывается толщина стенок цилиндра, а также форма, которую цилиндр приобрел в процессе эксплуатации (конусная или эллипса)
Обязательно нужно принимать во внимание наличие/отсутствие допуска под дополнительную расточку гильзы.
Источник: http://liaz-677.ru/kakie-gilzy-nazyvaut-mokrymi
Блок цилиндров с “мокрыми” гильзами
Мокрые гильзы контактируют с охлаждающей жидкостью. Жесткость и герметичность обеспечивает затяжка головки блока цилиндров. Производители начинают уходить от этой технологии, так как не получалось обеспечить достаточную жесткость блока, а главной проблемой являлось попадание охлаждающей жидкости в масло.
Источник: http://zen.yandex.ru/media/kiapublic/aliuminievyi-blok-era-millionnikov-podoshla-k-koncu-5c85edd7dbfb6c00b591c0ec
Замена «мокрых» гильз

Если блок содержит «мокрые» гильзы, процесс ремонта выглядит понятно: старую гильзу вытягивают из цилиндра и на её место вставляют новую.
Как правило, производитель мотора предусматривает сменные гильзы для своего агрегата. Некоторые производители заявляют, что в ходе проведения ремонта менять следует не все гильзы блока, а только те, которые пришли в негодность или установлены в цилиндрах с диагностированными изъянами.
Другие утверждают, что менять можно только те гильзы, которые признаны негодными. Решение о замене определяется по результатам измерений нутрометра.
Источник: http://mastershuma.ru/mokrye-gilzy-cilindrov-chto-jeto/
Заготовки гильз цилиндров
Производственный ассортимент дополнен заготовками из пластинчатого серого чугуна и алюсила (ALUSIL®). Благодаря этому предприятия по ремонту двигателей могут самостоятельно изготавливать гильзы цилиндров требуемых индивидуальных размеров.
Компания Motorservice имеет широкий производственный ассортимент, включающий свыше 400 видов гильз цилиндров — для более чем 2000 вариантов применения в двигателях и автомобилях.
Использование куки и защита данных
Группа Motorservice использует на Вашем устройстве файлы куки с целью оптимального оформления и постоянного улучшения своих веб-страниц, а также в статистических целях. Здесь Вы найдете дополнительную информацию об использовании куки, наши Выходные данные и Указания по защите персональных данных.
Нажатием кнопки «OK» Вы подтверждаете, что Вы приняли к сведению информацию о файлах куки, заявление о защите данных и выходные данные. Ваши настройки в отношении файлов куки для данного веб-сайта Вы можете изменитьв любое время [ссылка]
Источник: http://ms-motorservice.com/ru/produkty-oblasti-primenenija/produkty-v-dvigatele/product/gilzy-cilindrov/
Нюансы проведения
Гильзование — процесс крайне сложный. Здесь важно просчитывать заранее и учитывать важные тонкости.
- Если были установлены втулки только в один или два гнезда, то нарушается геометрия в соседних гнёздах. Чтобы минимизировать процент ошибок, используется свободная посадка холодной гильзы в предварительно нагретый блок.
- Сухие гильзы шлифуют под определённую поршневую группу, хонингуют и после установки в гнёзда. Каждый поршень замеряется, после чего втулки обрабатываются. или подгонка крайне полезна для поршней, которые идеально срабатываются с полостью. Однако после этого такой элемент не подлежит установке в другие гнёзда.
- Не нуждаются в обработке втулки, покрытые пористым хромом. Например, в двигателях японской компании Isuzu. Здесь используют стальные тонкостенные втулки. Они устанавливаются без натяга и прижимаются болтами, установленными поверх БЦ.
- Если до гильзовки цилиндры были покрыты никасилом, то использовать в загильзованном ДВС нельзя! В этом случае подбираются кольца от мотора с чугунными гнёздами или поршни дорабатываются.
Отдельно стоит обратить внимание на вставки для моторов, использующих воздушное охлаждение. Устанавливаются цилиндры здесь по отдельности, так как сформировать блок невозможно — элементы должны охлаждаться. Поэтому и гильзы для них выполнены по примеру мотоциклетных, снабжены рёбрами охлаждения.
К картеру втулки фиксируются через медные прокладки и анкерные шпильки, проходящие сквозь головку БЦ или блока цилиндров. Сама ГБЦ ложится на эти шпильки, затягивается стандартно. Таким образом, цилиндры воздушного ДВС надёжно прижимаются, обеспечивается герметизация. Что касается материала вставок для систем воздушного охлаждения, то это монометалл или биметалл. Сами цилиндры бывают чугунными, стальными или сплавными.
Источник: http://vdvigatel.ru/articles/gilzovka-tsilindrov-opredelenie-iznosa-vybor-zamena-video/
Никасиловое покрытие
Цилиндры, покрытые никасилом или галникалом, расточке не подвергают (галникал — аналог никасила). Такие блоки производятся немецкими компаниями Kolbenschmidt и Mahle для автомобилей БМВ с двигателями M52B20, M52B23, M52B28 и других. А ещё некоторые силовые установки автомобилей Ford, Honda, Toyota, Mazda, Opel. Преимущество технологии — снижение веса, более стабильный температурный режим.
Вообще, принято считать, что ремонт гильзы цилиндра «одноразового» двигателя невозможен. Лишь менять шорт-блок или мотор, блок в сборе. С другой стороны BMW спокойно перешёл на чугунные залитые гильзы. Его примеру последовали и другие производители.

никасиловое покрытие
Источник: http://vdvigatel.ru/articles/gilzovka-tsilindrov-opredelenie-iznosa-vybor-zamena-video/
Звоните: +7-499-686-12-80
Ежедневно с 9 до 21 по МСК.

Этими работами мы занимаемя более 5 лет, и имеем массу довольных клиентов. Не важно какой у Вас автомобиль, мы сможем привести его в рабочее состоянии, при этом после капитального ремонта, Ваш автомобиль прослужит Вам еще не один год.
Как Вы уже поняли, что работу по гильзовке Мы делаем на любой автомобиль, и Ваш не исключение.
Поэтому работа по ремонту любого блока, возможна в Нашем цеху. Приезжайте к Нам в гости и убедитесь в качестве и доступности предлагаемых Нами работ по ремонту Вашего агрегата.
Источник: http://toyota-chr2.ru/servis/gilzovka-bloka-cilindrov.html
Когда гильзовать блок цилиндров?

Каждая марка и модель автомобиля имеет свой тип гильз и рекомендации по обслуживанию БЦ. Гильзование производят в нескольких случаях:
- Рекомендации производителя при определенном пробеге (можно узнать в сервисной книжке авто);
- Выход из строя цилиндров;
- Невозможно исправить неполадки расточкой;
- При износе стенок;
- БЦ уже расточен до максимального размера.
За подобной процедурой стоит обращаться к специалистам. В Москве гильзовку блока цилиндров делают в специализированных автосервисах.
Источник: http://toyota-chr2.ru/servis/gilzovka-bloka-cilindrov.html