Паста для притирки клапанов какая лучше? СТО 39 Добро пожаловать Портал для автолюбителей Притирка клапанов своими руками Притирка клапанов своими руками
Притирочная паста
Правильная притирка начинается с похода в автомагазин за абразивным материалом. Притирочная паста – это главное, что необходимо приобрести до начала работ. Данный абразивный материал наносится на кромки клапанов в процессе притирки. В магазинах предлагается широкий выбор паст разных производителей. Отличаются они друг от друга главным образом ценой. Качественно выполнить притирку клапанов и седел можно как дешевым, так и дорогим материалом, поэтому особого смысла переплачивать нет.
Приобрести нужно два тюбика: крупнозернистую пасту для черновой обработки, и мелкозернистую – для финишной. С таким набором работа будет выполнена быстрее и качественнее.
Источник: http://znanieavto.ru/dvs/pritirka-klapanov-svoimi-rukami.html
Что такое притирка и для чего она нужна
Притирка клапанов — это процесс, обеспечивающий идеальное прилегание впускного и выпускного клапана в цилиндрах двигателя на их посадочных местах (седлах). Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.

Другими словами, если не притереть новые клапана, то часть энергии сгоревших газов, будет безвозвратно потеряна вместо того, чтобы обеспечить должную мощность двигателю. При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
Источник: http://armrinok.ru/obrabotka/pritirochnaya-pasta.html
Добро пожаловать
Портал для автолюбителей


Источник: http://mbmsystems.ru/stati/pasta-dlya-pritirki-klapanov-kakaya-luchshe.html
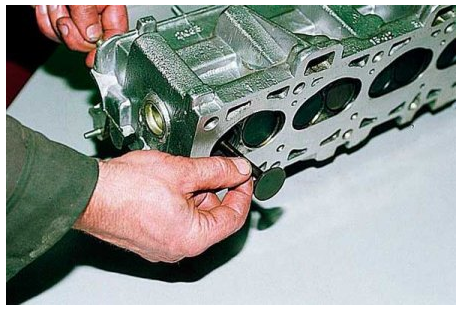
Требуемый инструмент для притирки клапанов
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Источник: http://x7.by/remont/154-pritirka-klapanov-svoimi-rukami.html
Для чего нужно притирать клапаны
Новые клапаны притираются для лучшего прилегания к посадочному месту. В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
Это приводит к нарушению работы топливной системы. Когда выпускной коллектор утрачивает свои первоначальные характеристики, это провоцирует прогар клапанной системы, падение мощности двигателя, износ направляющей втулки, повреждения посадочного седла и другие неприятности. Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка – как следствие, клапаны и седла хорошо прилегают один к одному.
Источник: http://ddcar.ru/blog/remont/pritirka-klapanov-kak-pravilno-vypolnit
Притирка клапанов своими руками
Притирка клапанов своими руками




Источник: http://mbmsystems.ru/stati/pasta-dlya-pritirki-klapanov-kakaya-luchshe.html
Когда пора задуматься о притирке
Признаки появления неисправности может заметить даже начинающий автолюбитель:
- двигатель начинает «троить»;
- мотор машины работает неравномерно;
- обрастание нагаром свечей;
- пониженный уровень компрессии.
Сам же процесс притирки состоит в том, что рабочая область клапана на тарелке притирается к своему посадочному седлу.
Источник: http://carnovato.ru/kak-priteret-klapana/
Шарошка для удаления выработки
С помощью этого инструмента производится восстановление седел клапанов. Чтобы определить, нужно ли воспользоваться шарошкой, или можно обойтись без нее, следует осмотреть седла. Они могут быть покрыты нагаром и раковинами, но если фаски имеют правильную коническую форму, можно сразу переходить к притирке, в противном случае, если фаски скруглены или на них имеются ступеньки, потребуется придать им правильную форму при помощи шарошки.
Поскольку формы и размеры седел на разных головках различны (например, у ВАЗ-2106 и ВАЗ-2109), нужно подобрать подходящий инструмент. Обработку седел можно провести вручную или, для экономии времени, с помощью дрели. Для этого шарошка закрепляется в патроне, как обычное сверло, и под ее воздействием удаляется поверхностный слой металла. Сигналом к прекращению удаления выработки служит появление блестящего ровного круга, по форме соответствующего тарелке клапана.
На видео можно посмотреть, как седла обрабатываются шарошкой.
Источник: http://znanieavto.ru/dvs/pritirka-klapanov-svoimi-rukami.html
Притирка клапанов своими руками

Практически каждый владелец старенького автомобиля отечественного или иностранного производства предпочитает ремонтировать его своими силами. В том числе и перебирать двигатель. В связи с этим довольно часто приходится делать притирку клапанов в домашне-гаражных условиях. И многие задают закономерный вопрос о том, для чего требуется эта процедура и как правильно притереть клапана.
Источник: http://mbmsystems.ru/stati/pasta-dlya-pritirki-klapanov-kakaya-luchshe.html
Инструмент для притирки
Приспособление для притирки клапанов можно сделать из дрели, сверла, шланга и двух хомутов. В патрон дрели зажимается сверло, на него надевается один конец шланга и затягивается хомутом. Другой конец шланга надевается на стержень клапана, вставленного на свое место.
В качестве альтернативы может быть использована специальная присоска, которая одним концом зажимается в патрон дрели, а другим прилепляется к тарелке клапана. При покупке следует ее проверить, обратить внимание на качество материала, из которого изготовлена присоска, поскольку некачественное приспособление будет постоянно отлепляться, и работа значительно усложнится.
После этого остается только нанести притирочную пасту, и можно приступать к процессу. Притирка клапанов и седел должна производиться с соблюдением следующих условий:
- скорость вращения патрона дрели не выше 500 об./мин. во избежание перегрева седел и поясков клапанов;
- притирка осуществляется в обе стороны (имитируется работа газораспределительного механизма).
Источник: http://znanieavto.ru/dvs/pritirka-klapanov-svoimi-rukami.html
Как забить направляющую втулку клапана в головку
Для начала надо выбрать втулку клапана, прежде чем ее забить, в магазинах большой выбор втулок клапанов, спросишь продавца направляющие втулки заводские, естественно ответит да (ему надо продать и лапшу вешать продавцы умеют). А вам потом головная боль, втулку забили а клапан не лезет, но для этого у моториста есть специальный рейбер которого у вас нет. Объясню как отличить качественную клапанную втулку от левых (подпольных) возьмите с собой клапан и при покупке втулок клапанов попробуйте одеть ее на клапан, заводская втулка оденется легко и свободно будит двигаться по клапану и наружная стенка втулки будет полирована до блеска, а место на которое набивается сальник клапана будет матового цвета. Левая втулка клапана не налезет на клапан или оденется но туго и цвет ее будет полностью матовым. Втулка клапана должна легко одеваться на клапан, так как когда ее забивают в головку она слегка обжимается и клапан входит как надо.
Источник: http://armrinok.ru/obrabotka/pritirochnaya-pasta.html
Притирка клапанов
Прежде, чем приступать к работе, следует внимательно осмотреть клапана: если они хотя бы немного искривлены, необходима замена. Попытки выправить их самостоятельно положительного результата не дадут.
Притирка клапанов ВАЗ-2106 (2109) выполняется следующим образом: до начала обработки под клапан ставится слабая пружина, на фаски наносится крупноабразивная притирочная паста, и начинается сам процесс. Обработка продолжается до тех пор, пока не будут удалены все дефекты. После этого наносится мелкоабразивная паста, и обработка продолжается, пока притираемые поверхности не приобретут равномерный матовый цвет.
На видео представлена притирка клапанов ВАЗ-2109.
Источник: http://znanieavto.ru/dvs/pritirka-klapanov-svoimi-rukami.html
Как проверить качество работы
Сигналом к завершению служит появление ровного пояска шириной около полутора миллиметров. После этого необходимо проверить, насколько хорошо притерты клапана. Для этого нужно смыть остатки пасты и нанести масло, после чего еще некоторое время выполнить притирку. При этом станут видны не удаленные раковины и царапины, если таковые остались. Если же их нет – работу можно считать оконченной.
Следует отметить, что во время работы двигателя, клапана пройдут процесс приработки уже без стороннего вмешательства, поэтому не стоит тратить время, чтобы довески качество притирки до идеала. Если проверить притирку керосином, горючая жидкость может немного просачиваться из-под закрытого клапана, однако после того, как двигатель поработает несколько дней, герметичность значительно улучшится.
Источник: http://znanieavto.ru/dvs/pritirka-klapanov-svoimi-rukami.html
Преимущества 16-клапанного двигателя
ВАЗ 2112 с 16 клапанами двигателя имеет ряд преимуществ перед автомобилями этой же марки, но с меньшим количеством клапанов. Главное его достоинство заключается в возможности достижения максимальной мощности двигателя, независимо от типа последнего. (см. рисунок).

- ВАЗ 2112 с объемом 1500 кубических см., имеет 77 лошадиных сил.
- ВАЗ 2112 того же объема может иметь мощность до 90 лошадиных сил.
Источник: http://tuning-mg.ru/remont-i-tyuning/pritirka-klapanov.html
Вредные и бессмысленные доработки
Из бессмысленных доработок я перечислю полировку клапана. Смысла я в этом не вижу никакого вообще. Для снижения детонации более правильным я считаю эффективный теплоотвод от клапана.
Вредной же я считаю Т проточку ножки клапана. Это сильно снижает отвод тепла от клапана. Плюсом данной доработки считается увеличение сечения. Но если подсчитать вклад проточенной ножки в сечение канала, это получится милипусечный процент, который с лихвой будет перекрыт излишне горячим клапаном.
Источник: http://tuning-mg.ru/remont-i-tyuning/pritirka-klapanov.html
Фаска 30 градусов
Весомым аргументом в пользу проточки фаски в 30 градусов были объективные замеры от GazRod. Поразмыслив, нашёл два объяснения приросту наполнения цилиндров:

Проточка выпускного клапана выглядит следующим образом:

Далее протачиваем впускной клапан:
Может возникнуть вопрос, почему так не делают на заводе? Дело в массовости производства. Если даже и проточить клапана по шаблону, то из-за уменьшения ширины рабочей фаски с 4-3,5 мм до 2мм, прирезание седёл потребует большей точности, контроля. Это увеличит время сборки двигателя и его цену.
Источник: http://tuning-mg.ru/remont-i-tyuning/pritirka-klapanov.html