Техцентр «Механика» является лидером в области ремонта и восстановления деталей двигателей, а также поставок запчастей. Расточка и хонингование блока цилиндров двигателя.
Как проверить плоскость головки блока цилиндров.
Ремонт головки цилиндров как вы понимаете это долгий нудный, требующий особой внимательности труд. Если думаете что это как два пальца обоссать, сильно ошибаетесь. Расскажу почему. Для начала головку нужно снять, на некоторых автомобилях проще снять двигатель целиком, нежели же снять только головку. Снятую головку необходимо тщательно отмыть соляркой или лучше бензином,а совсем хорошо было бы положить ее в ванну с каустической содой.
Далее визуальный осмотр и диагностика. Алюминиевые головки имеют такую особенность или свойство — после перегрева плоскость головки цилиндров немного искривляется, после чего прокладка ГБЦ (головки блока цилиндров) начинает в небольших или больших количествах пропускать масло и воду. Масло и охлаждающая жидкость могут просачиваться как наружу (в результате двигатель становится грязным и всем своим видом показывает что нуждается в ремонте), так и во внутрь двигателя, где охлаждающая жидкость будет попадать в поддон картера и смешиваться с моторным маслом, превращаясь в моторный яд, который ушатает двигатель вашей машины очень быстро.
Необходимо проверить плоскость, у меня для этого есть специальная линейка идеально плоская, изготовленная на заводе сверхточных приборов специально для измерения неровностей плоских поверхностей. Чем может замерить плоскость ГБЦ человек у которого нет такого прибора я даже незнаю… Но если все же найдете что либо подходящее с идеально ровной поверхностью, то делаете следующее: 1. Отчищаете плоскость головки от нагара, накипи и остатков старой прокладки ГБЦ. 2. На очищенную плоскость ГБЦ ставите ваш «измерительный прибор» вдоль длины головки и смотрите зазор между прибором и плоскостью ГБЦ, двигаете прибор по всей плоскости, ставите по диагонали и снова высматриваете зазор. Если зазора нет, то плоскость ГБЦ в порядке; если есть зазор 0.5-1мм, то головку лучше торцануть или если позволяют финансы поставить новую. если зазор больше 2мм, то головку нужно реставрировать, то есть торцевать обязательно. При торцевании ГБЦ снимается искривленный слой плоскости, после чего ГБЦ можно снова использовать. P.S. Водитель, который проверяет масло в моторе хотя бы раз в неделю, увидев, что масла стало в два раза больше, а радиатор полупустой просто дольет в радиатор еще тосола и поедет дальше, через несколько дней попадет на ремонт и запчасти.
yamotorist.ru
Источник: http://yandex.ru/turbo/koreec73.ru/s/dvigatel/kak-proverit-golovku-bloka-cilindrov-na-ploskost.html?sign=3dcc206a64378276857e747d5b6b06e6f83d9156afa7076008a3f2516b660625:1618933459
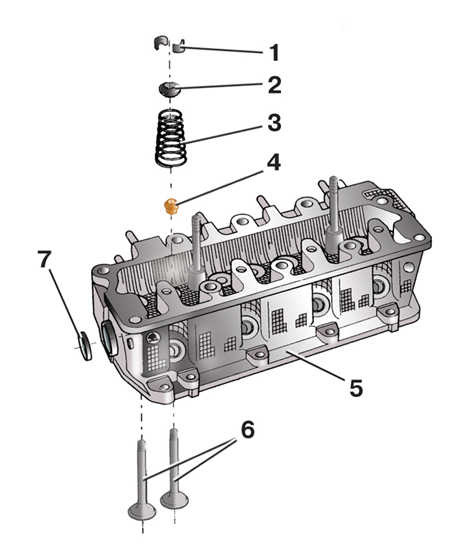
Седло клапана
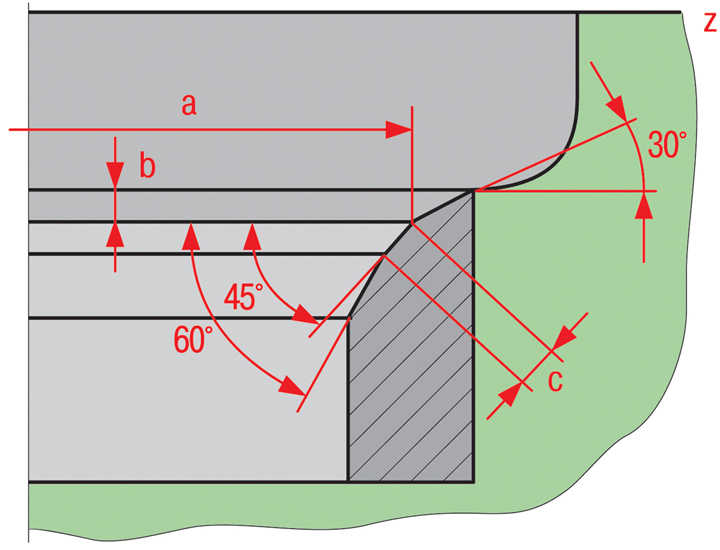
a – диаметр седла;
b – максимальный допустимый размер обработки;
c – ширина рабочей фаски;
z – нижняя плоскость головки блока.
Измерение выступания клапана над опорной поверхностью пружины в головке блока двигателя
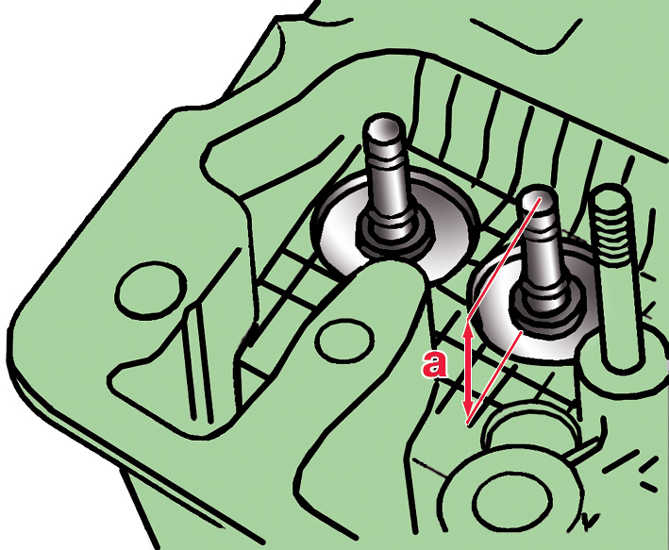
а – размер от торца клапана до опорной поверхности пружины клапана на головке блока.
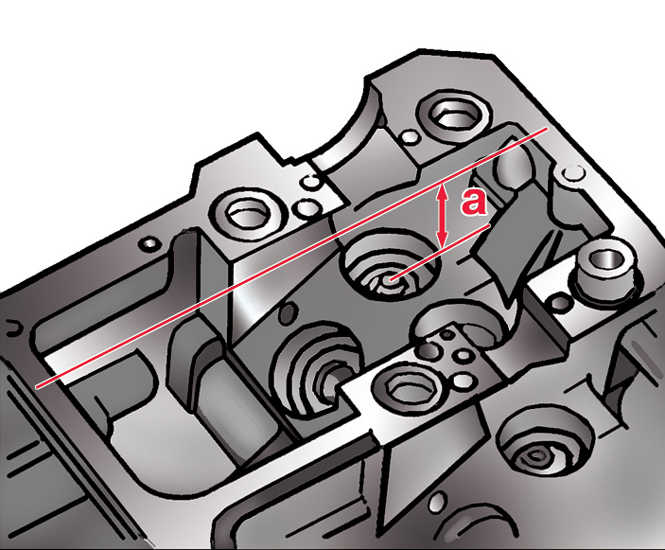
Измерение расстояния между торцом клапана и верхней плоскостью головки блока дизельного двигателя 1,9 л, 74 кВт
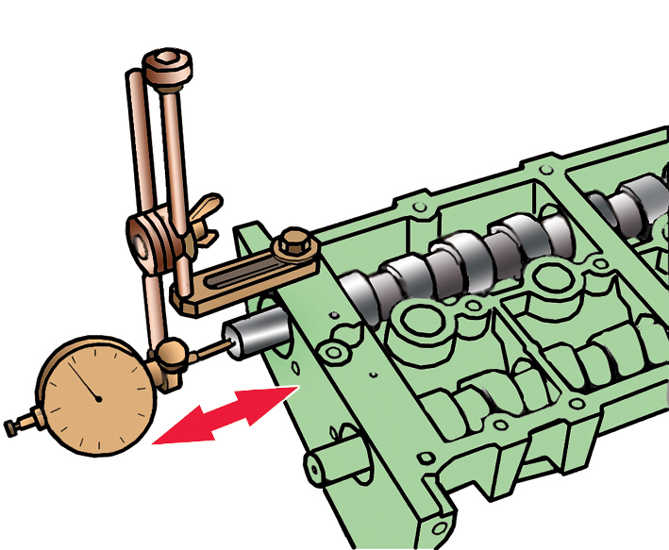
Измерение зазора между клапаном и направляющей втулкой
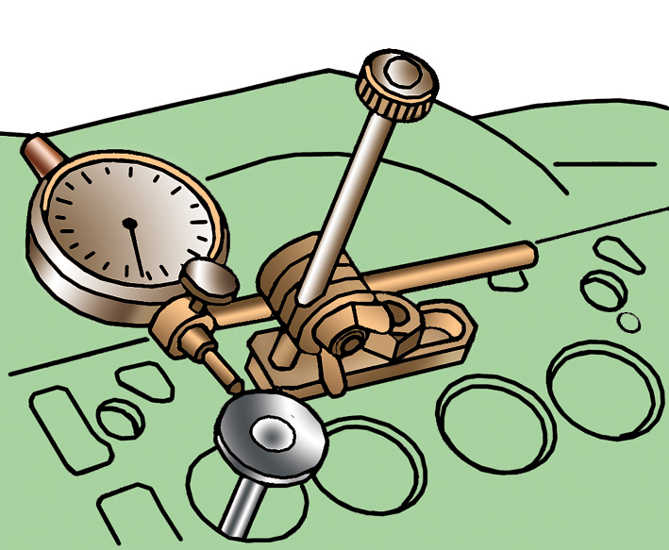
Измерение осевого зазора распределительного вала
Проверка плоскостности головки блока цилиндров
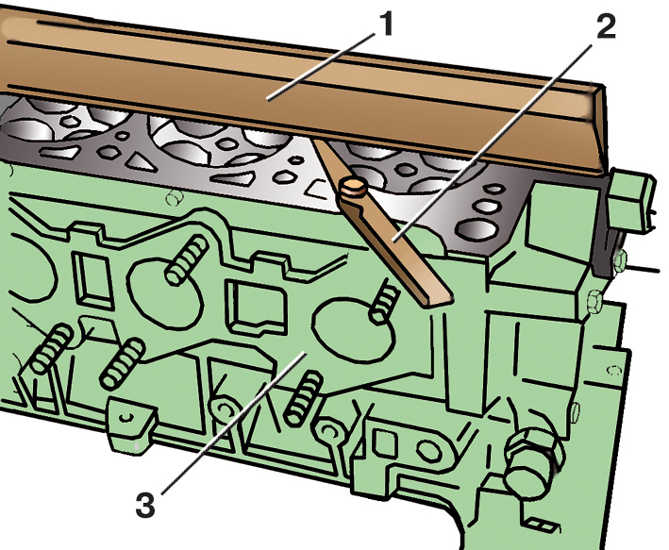
1 – линейка;
2 – щуп;
3 – головка блока.
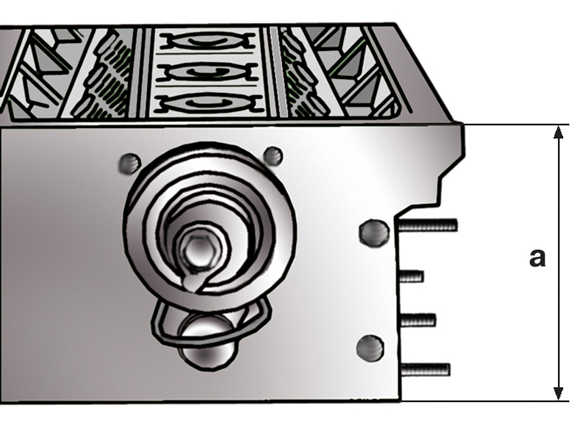
Измерение высоты головки блока цилиндров двигателя объемом 1,4 л
Размеры клапана
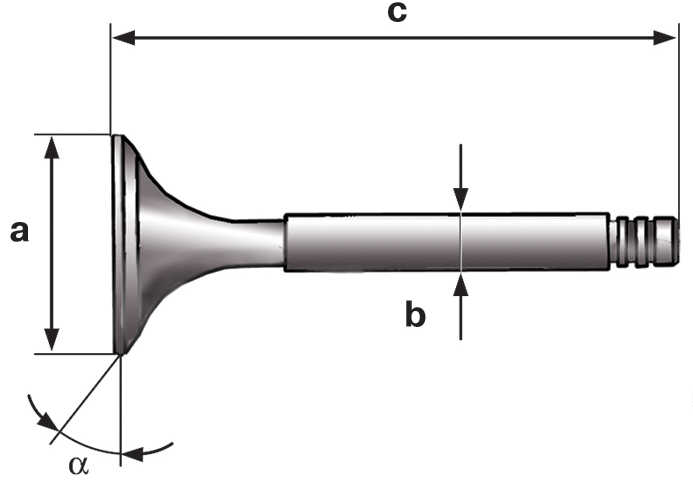
а – диаметр тарелки;
b – диаметр стержня;
c – длина клапана.
Порядок выполнения
1. После разборки очистите все детали от грязи, нагара, масла и пр.
2. Проверьте плоскостность поверхности головки блока, прилегающей к блоку цилиндров. Для этого поставьте металлическую линейку ребром на поверхность головки сначала посредине вдоль оси головки, а затем по диагоналям и измерьте щупом зазор между плоскостью головки и линейкой, как показано на рисунке (см. рис. Проверка плоскостности головки блока цилиндров). Предельно допустимый зазор для бензиновых двигателей составляет 0,05 мм, для дизельных – 0,1 мм.
3. Если измеренный зазор превышает предельно допустимый, нужно заменить головку блока. У бензиновых двигателей 1,4 л, 55 и 74 кВт допускается шлифовка поверхности, но при этом высота «а» головки не должна быть меньше 108,25 мм (см. рис. Измерение высоты головки блока цилиндров двигателя объемом 1,4 л). Если в результате шлифовки высота головки окажется меньше, ее нужно заменить.
Предупреждение:
После шлифовки головки блока необходимо прошлифовать седла клапанов на ту же величину, на какую прошлифована головка, чтобы клапаны сели глубже, в противном случае они ударятся о поршни.
4. У двигателей 1,0 л, 37 кВт и 1,4 л, 50 кВт проверьте, прочно ли сидит на месте заглушка 7 (см. рис. Детали головки блока цилиндров двигателей 1,0 л, 37 кВт и 1,4 л, 50 кВт), если нет – замените ее. Для этого выбейте старую заглушку. Нанесите герметик Loctite 270 по периметру новой заглушки и запрессуйте ее заподлицо в головку блока.
5. Осмотрите головку: если в камерах сгорания есть трещины или следы прогара, головку нужно заменить. У дизельных двигателей допускаются небольшие трещины между седлами клапанов, если их ширина не превышает 0,5 мм. Замените клапаны с глубокими рисками и царапинами на рабочей фаске, с трещинами, деформацией стержня, короблением тарелки, следами прогара. Неглубокие риски и царапины на рабочей фаске можно вывести притиркой клапанов.
6. В специализированной мастерской рабочие фаски клапанов с повреждениями, которые невозможно вывести притиркой, можно прошлифовать на специальном станке. При шлифовании надо выдержать размеры, указанные в параметрах размеров клапанов и приведенные на рисунке (см. рис. Размеры клапана).
7. Проверьте состояние пружин клапанов: искривленные, поломанные или с трещинами замените.
8. Осмотрите гидротолкатели клапанов, если на их рабочих поверхностях есть задиры, сколы, глубокие царапины, следы ступенчатого или неравномерного износа, замените толкатели.
9. Осмотрите распределительные валы, если на их шейках и кулачках есть следы износа, задиры, сколы, глубокие риски и др., валы нужно заменить.
10. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и пр. Незначительные повреждения (мелкие риски, царапины и т.п.) можно вывести притиркой клапанов.
11. В специализированной мастерской рабочие фаски седел с повреждениями, которые невозможно вывести притиркой клапанов, можно прошлифовать или профрезеровать. На рис. Седло клапана и параметрах размеров седел клапанов указаны размеры седел двигателей 1,0 л, 37 кВт и 1,4 л, 50 кВт, которые нужно выдержать при обработке. Предварительно нужно рассчитать максимально допустимый размер обработки седел.
Для указанных двигателей этот размер определяется следующим образом:
– вставьте клапан в головку и прижмите к седлу. Вставлять нужно тот клапан, который будут устанавливать в это седло;
– измерьте размер «а» (см. рис. Измерение выступания клапана над опорной поверхностью пружины в головке блока двигателя) от торца клапана до опорной поверхности пружины клапана на головке блока;
– вычислите максимальный допустимый размер обработки седел по формуле:
«b = amax – a», где:
- b – предельно допустимый размер обработки седел, мм;
- amax – предельно допустимое выступание клапана (см. ниже параметры Предельно допустимое выступание клапанов) над опорной поверхностью пружины на головке блока, мм;
- a – измеренный размер от торца клапана до опорной поверхности пружины на головке, мм.
Например, для впускного клапана двигателя рабочим объемом 1,0 л измеренное расстояние «а» равно 42,7 мм, тогда «b» = 43,1 – 42,7 = 0,4 мм, т.е. максимальная глубина обработки седла – 0,4 мм.
12. Если в результате расчета «b» будет равно 0, нужно повторить измерение с новым клапаном; если и в этом случае получится ноль, нужно заменить головку.
13. У дизельных двигателей 1,4 л, 74 кВт расстояние «а» (см. рис. Измерение расстояния между торцом клапана и верхней плоскостью головки блока дизельного двигателя 1,9 л, 74 кВт) от торца клапана до верхней плоскости головки блока определяется следующим образом:
– вставьте клапан в головку блока и прижмите к седлу. Вставлять нужно тот клапан, который будут устанавливать в это седло;
– измерьте размер «a»;
– вычислите максимальный размер обработки седел по формуле: «b = a – amin»,
где:
- b – максимальный размер обработки седел, мм;
- a – измеренный размер, мм;
- amin – предельно допустимый размер от торца клапана до верхней плоскости головки блока.
14. Предельно допустимый размер равен для впускного клапана 43,4 мм, для выпускного – 43,2 мм.
15. Например, для впускного клапана измереное расстояние «а» равно 44,1 мм, тогда «b» = 44,1 – 43,4 = 0,7 мм, т.е. максимальная глубина обработки седла равна 0,7 мм.
16. Если в результате расчета «b» равно нулю, повторите измерение с новым клапаном; если и в этом случае получится ноль, нужно заменить головку блока.
17. Проверьте зазоры между направляющими втулками и клапанами следующим образом:
– вставьте клапан в направляющую втулку так, чтобы торец его стержня оказался заподлицо с торцом втулки. Вставлять нужно тот клапан, который будет установлен в эту втулку;
– закрепите индикатор так, чтобы его ножка упиралась в тарелку клапана, как показано на рис. Измерение зазора между клапаном и направляющей втулкой. Прижмите клапан в сторону индикатора до упора и установите в этом положении индикатор на ноль. Затем переместите клапан в противоположную сторону до упора и определите по индикатору величину перемещения клапана. Предельно допустимая величина перемещения клапана для бензиновых двигателей составляет 0,5 мм для впускного клапана и 0,6 мм – для выпускного; для дизельных двигателей – 1,3 мм для впускных и выпускных клапанов. Если измеренная величина превышает указанные размеры, нужно повторить измерение с новым клапаном; если снова превышает, замените головку блока.
18. Проверьте осевой зазор распределительного вала. Для этого у бензиновых двигателей 1,4 л, 55 и 74 кВт:
– разместите распределительные валы 27 (см. рис. Детали головки блока цилиндров двигателей 1,4 л, 55 и 74 кВт) в корпусе 5 подшипников и установите задние крышки 7 и 11, затянув болты 8 их крепления моментом 10 Н·м;
– закрепите индикатор так, чтобы его ножка упиралась в торец распределительного вала, как показано на рис. Измерение осевого зазора распределительного вала.
Передвиньте распределительный вал в сторону индикатора до упора и в этом положении установите индикатор на ноль. Затем передвиньте распределительный вал в противоположную сторону до упора – индикатор покажет величину осевого зазора.
19. Таким же образом измерьте осевой зазор другого распределительного вала. Осевой зазор у дизельных двигателей измеряется аналогично, но их распределительный вал устанавливается в головку блока (при снятых гидротолкателях клапанов) и закрепляется крышками первого, третьего и пятого подшипников. Осевой зазор для всех двигателей не должен превышать 0,15 мм.
Размеры клапанов (впускной / выпускной клапан), мм
Бензиновый двигатель 1,0 л, 37 кВт
- Диаметр тарелки «а» – 34,0 / 27,0
- Диаметр стержня «b» – 7,0 / 7,0
- Длина клапана «с» – 104,0 / 104,0
Бензиновый двигатель 1,4 л, 50 кВт
- Диаметр тарелки «а» – 34,0 / 30,0
- Диаметр стержня «b» – 7,0 / 7,0
- Длина клапана «с» – 101,0 / 101,0
Бензиновые двигатели 1,4 л, 55 и 74 кВт
- Диаметр тарелки «а» – 29,5 / 26,0
- Диаметр стержня «b» – 5,973 / 5,953
- Длина клапана «с» – 100,9 / 100,5
Дизельный двигатель 1,9 л, 74 кВт
- Диаметр тарелки «а» – 35,95 / 31,45
- Диаметр стержня «b» – 6,980 / 6,956
- Длина клапана «с» – 89,95 / 89,95
Размеры седел клапанов (впускной / выпускной клапан), мм
Бензиновый двигатель 1,0 л, 37 кВт
- Диаметр седла клапана – 33,4 ± 0,1 / 26,4 ± 0,1
- Ширина рабочей фаски – 1,3 – 1,6 / 1,3 – 1,6
Бензиновый двигатель 1,4 л, 50 кВт
- Диаметр седла клапана – 32,9 ± 0,1 / 29,6 ± 0,1
- Ширина рабочей фаски – 1,45 – 1,75 / 1,65 – 1,95
Предельно допустимое выступание клапанов (впускной / выпускной клапан), мм
Бензиновый двигатель 1,0 л, 37 кВт – 43,1 / 43,0
Бензиновый двигатель 1,4 л, 50 кВт – 42,7 / 42,8
В статье не хватает:
- Фото инструмента
- Фото деталей и расходников
- Качественных фото ремонта
Случилась неприятность, пришлось капиталить двигатель, вроде всё сделали нормально, но почему-то головку блока цилиндров трогать не стали. Правильно это, меня терзают сомнения, подскажите как можно проверить состояние головки блока цилиндров?
- Вибрация руля при торможения! SOSSSSSSSSSSSSS
- выбор тормозных дисков
- ходовая Volkswagen Passat (B3/B4)
- помощь в ремонте
- гбо2 на инжекторе как настроить
- Рено Лагуна 1
Чтобы провести проверку состояния головки блока цилиндров вам понадобятся специальные измерительные инструменты. Чтобы проверить нижнюю плоскость головки нужна будет лекальная линейка и набор щупов

Знаю, как проверить износ опорных шеек кулачкового вала и его подшипников. Нужен будет микрометр и нутромер для измерения диаметра шеек и отверстий подшипников соответственно. Зазор в подшипнике не должен быть больше 0,10 мм и элементы не должны иметь следы износа, если эти условия не выполняются, то распределительный вал меняют, а головку ремонтируют
Ещё проверяют на износ стержни клапанов, измеряют микрометром диаметр стержня в верхней его части, а потом в нижней, замеры делают в нескольких точках по окружности, так как изношенный стержень может быть овальным. Если присутствует износ, то будет разница в верху и снизу стержня, и придётся менять клапан
Некоторые детали не требуют применения специальных инструментов для проверки, а можно их определить по виду, такие детали, как рычаги, коромысла, толкатели и т.д. Так же визуально можно осмотреть состояние поверхности головки на дефекты
Рассмотреть можно и камеру сгорания на наличие трещин на стенках, если вы обнаружили что-то подобное, тогда нужно проверить перед началом ремонта на герметичность головки, но самим вам не проверить, в этом случае нужен опыт и спецоборудование
Если вы визуально обнаружили на головке блока цилиндров трещину, то такая головка подлежит немедленной замене, хотя я много слышал о ремонте трещин, но сам с таким ещё не сталкивался, мне кажется это не надёжный способ
Можно ли самому снять и разобрать головку блока цилиндров?


Головка блока цилиндров — основной узел силового агрегата транспортного средства. Появление проблем в его работе приведет к серьезным последствиям, вплоть до выхода из строя двигателя и невозможности эксплуатации автомобиля. Как определить микротрещину в ГБЦ и как самостоятельно произвести ремонт неисправности, будет рассказано ниже.
Превышение допустимой разности температур
«Рукотворное» механическое воздействие
Типичные места образования трещин в ГБЦ
Признаки наличия трещин
Как можно проверить?
Диагностика при помощи жидкости
Ремонт повреждений своими руками
В каких случаях нужна замена?
Подготовка головки для сварки
Сварка головки блока цилиндров
Эпоксидная паста и заплатка из стеклоткани
Видео «Ремонт трещин ГБЦ своими руками»
Комментарии и Отзывы
Источник: http://o-ladagranta.ru/proverka-golovki-bloka-cilindrov-na-ploskost/
Что собой представляет головка блока цилиндров
Головка блока цилиндров — один из ключевых элементов двигателя. Она располагается на блоке цилиндров, прилегая к нему максимально плотно через прокладку. В головке блока цилиндров располагается газораспределительный механизм. Также в корпусе ГБЦ частично находится камера сгорания и проходят различные компоненты с техническими жидкостями — смазкой и антифризом.

Соответственно, чтобы прилегание головки блока цилиндров происходило плотно, нужно, чтобы она была максимально качественно отшлифована, и на ней не было заусенцев, неровностей, шероховатостей.
Источник: http://akki-carsh.ru/dvigatel/shlifanut-golovku-bloka.html
Стоимость услуг
Наименование работ |
Цена, руб. |
|
 |
||
|
Расточка и хонингование |
Для двигателей автомобилей ВАЗ 2101-2112, «Таврия», ГАЗ 402, АЗЛК / «Ока» |
1 800 / 900 |
|
Для двигателей автомобилей ВАЗ, «Таврия» / «Ока» (через ремонт или переход с диаметра 76,0 на 79,0 мм) |
2 000 |
|
|
Для двигателей автомобилей ВАЗ от оси коленвала («от постели») |
2 200 |
|
|
Для двигателей автомобилей ГАЗ 406, ГАЗ 405, ГАЗ 409 |
3 000 |
|
|
Для двигателей автомобилей ГАЗ 421, УАЗ (диаметр 100 мм) |
3 200 |
|
|
Для двигателей иномарок, в том числе через ремонт (за цилиндр) |
1 300 |
|
|
Для двигателей иномарок (аллюсил) (за цилиндр) |
5 500 |
|
|
Для двухтактных двигателей (диаметр до 45 мм) (за цилиндр) |
1 200 |
|
|
Для двухтактных двигателей (диаметр свыше 45 мм) (за цилиндр) |
1 700 |
|
|
Для двухтактных двигателей «ROTAX» или аналог (за цилиндр) |
2 550 |
|
| |
||
|
Расточка и хонингование с ФГБЦ |
100% |
|
| |
||
|
Дохонинговка (восстановление сетки хона) |
50% |
|
| |
||
|
Гильзовка и хонингование блока цилиндров (без стоимости гильз) |
Для двигателей автомобилей ВАЗ, «Таврия», «Ока» |
1 200 |
|
Для двигателей автомобилей ГАЗ 406, ГАЗ 405, ГАЗ 409 |
1 500 |
|
|
Для двигателей автомобилей УАЗ (диаметр 100 мм), Газель-Cummins ISF |
2 100 |
|
|
Для двигателей иномарок (чугун) (гильза — чугун) (за цилиндр) |
3 250 |
|
|
Для двигателей иномарок (алюминий) (гильза — чугун) (за цилиндр) |
3 750 |
|
|
Для V-образных двигателей иномарок (чугун) (гильза — чугун) (за цилиндр) |
4 000 |
|
|
Для V-образных двигателей иномарок (алюминий) (гильза — чугун) (за цилиндр) |
4 500 |
|
| |
||
|
Работа по одному цилиндру |
+ 20% |
|
| |
Источник: http://mehanika.ru/repairs/legkovye/bloki-tsilindrov/
Цена расточки блока цилиндров
Раньше расточка деталей блока цилиндров применялась преимущественно в ходе капитального ремонта, сегодня еще и с целью тюнинга двигателя. Если блок цилиндров позволяет, а именно толщина стенок, то его растачивают, и таким образом увеличивают рабочий объем двигателя. После устанавливают поршни с увеличенным диаметром, в результате в цилиндры попадает и сгорает большое количество горючей смеси – повышение мощности ДВС.
Но главная польза расточки в том, что она позволяет вернуть цилиндру правильную геометрическую форму. Под воздействием высоких нагрузок, а цилиндры можно по праву считать самыми нагруженными частями мотора, они приобретают овальную форму. Падает мощность двигателя, начинается «масложор». Что делать в таком случае? Выход один – расточить блок цилиндров.
Источник: http://oem-zap.su/uslugi/rastochka-bloka-cilindrov/
Признаки наличия трещин
Выявление повреждений на корпусе головки блока цилиндров можно осуществить в соответствии с признаками. Подробно рассмотрим симптомы, которые позволят произвести проверку и определить наличие микротрещин.
Масляная система
Первый признак — смешивание моторной и охлаждающей жидкостей. В результате этого в силовом агрегате образуется эмульсия. На поверхности масла появляется пена с белым оттенком. В расширительном бачке с охлаждающей жидкостью образуется пленка из смазки. Такие же признаки свидетельствуют о повреждении прокладки ГБЦ.
Впускной канал
При появлении трещин в головке блока во впускной канал будет попадать охлаждающая жидкость. Из-за этого поршни силового агрегата будут отмыты практически до блеска. Вы сможете их увидеть, посмотрев через свечное отверстие. При попадании антифриза во впускной канал, из глушителя будет идти белый дым. Но этот признак наблюдается не всегда.
Канал выпуска
Если трещина появилась в канале выпуска, хладагент пройдёт через трубу в виде пара. После прогрева и раньше силовой агрегат будет выпускать пар, но визуально увидеть это не получится. Расходный материал уходит из расширительного бачка. Не будет и запаха от отработанных газов.
Камера сгорания
Через появившийся дефект часть расходного материала будет поступать в камеру сгорания, но его объем обычно незначительный. Это обусловлено большой разницей в давлении. Во время работы двигателя происходит сгорание топливовоздушной смеси. Это способствует возникновению высокого давления. Из-за этого в охладительную систему будут поступать отработанные газы. В результате давление будет более высоким.
Это приведет к увеличению объема магистралей системы охлаждения. А из расширительного бачка начнет доноситься запах отработанных газов. Пока в охладительной системе присутствует высокое давление, расходный материал может попасть в камеру сгорания. Здесь произойдет разрежение и засос воздуха. В результате большой разницы в давлении охлаждающая жидкость поступает в камеру сгорания. Основной признак — очищенные поршни, запах в расширительном резервуаре, увеличение объема шлангов. При этом радиатор отопительной системы будет холодным из-за появления в нем воздушной пробки.
Источник: http://yandex.ru/turbo/koreec73.ru/s/dvigatel/kak-proverit-golovku-bloka-cilindrov-na-ploskost.html?sign=3dcc206a64378276857e747d5b6b06e6f83d9156afa7076008a3f2516b660625:1618933459
Какие моторы можно точить, а какие нельзя?
Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
Источник: http://foksevmash.ru/dvigatel/rastochka-dvigatelya.html
Инструмент для ремонта ГБЦ без лишних трат!
- Подъемники автомобильные Подъемники 4 тонны
- Подъемники 5.5 тонн
- Подъемники 6.5 тонн
- Подъемники двухстоечные
- Подъемники четырехстоечные
- Подъемники для сход развала
- Траверсы
- Ножничные подъемники
- Канавные подъемники
- Подъемники для грузовых автомобилей
- Пневматические подъемники
- Одностоечные подъемники
- Подъемники подкатные
Гаражное оборудование
- Прессы гидравлические
Краны ГидравлическиеСтойки гидравлические трансмиссионныеДомкраты гидравлические подкатныеКантователи и стенды разборки сборкиСъёмники, стяжкиТраверса для двигателяДомкраты бутылочныеДомкраты зацепныеДомкраты реечныеПуско зарядные устройстваСверлильные станкиЗаточные станкиСпоттерыПодставки под автомобильТрубогибыГидроцилиндрыДомкраты пневматическиеДомкраты трансмиссионныеОборудование для промывки форсунокШиномонтажное оборудование
- Комплекты для легкового шиномонтажа
Шиномонтажные станки легковыеБалансировочные станки легковыеКомплекты для грузового шиномонтажаШиномонтажные станки грузовыеСтанки для правки дисковГенераторы азотаБорторасширители шинОборудование для мойки колесВулканизаторы и оборудование для ремонта колесЗапчасти и аксессуары для шиномонтажного оборудованияАвтоинструмент
- МАСТАК Ручной инструмент
Ручной инструмент диэлектрическийПневматический инструментСпецинструментЭлектромонтажный инструментСистемы храненияАвтосервисное оборудованиеСервис и ремонтТоргово-выставочное оборудованиеПромо и сувенирыKING TONY
- Ручной инструмент
Ручной инструмент диэлектрическийРучной инструмент дюймовый (INCH)Пневматический инструментСпецинструментЭлектромонтажный инструментСистемы храненияАвтосервисное оборудованиеСервис и ремонтСопутствующие товарыТоргово-выставочное оборудованиеMIGHTY SEVEN
- Ручной инструмент
Пневматический инструментСпецинструментСистемы храненияСервис и ремонтСопутствующие товарыТоргово-выставочное оборудованиеJTC
- ГБЦ
ГРМКоленвалПоликлиновый ременьСистема охлажденияИнструмент для ремонта мотораПружиныСтупица колесаИнструменты для шиномонтажаИнструмент для кузовных работНаборы инструментовСтальные слесарные тискиПоршневая группаИнструмент для ремонта системы зажиганияАмортизаторыПодшипникиИнструмент для ремонта КПП и сцепленияИнструмент для ремонта выхлопной системыИнструмент для ремонта системы смазкиИнструмент для ремонта электрики автомобиляИнструмент для ремонта трансмиссииИнструмент для ремонта тормозной системыШРУСРегулировка ТНВДИнструмент для ремонта систем кондиционирования и вентиляцииИнструмент для ремонта ходовой частиИнструмент для ремонта рулевого механизмаИнструмент для ремонта топливной системыРулевой механизмШаровые опорыАвтодиагностика
- Оборудование для промывки со снятием форсунок
Оборудование для промывки без снятия форсунокПроверка генераторов и стартеровПроверка свечей зажиганияКомпрессометрыЛюфтомеры, люфт-детекторыПрочая автодиагностикаГазоанализаторыРегулировка света фарИзмерение светопропускания стеколАвтомобильные сканерыАлкотестерыСтенды для проверки форсунокПневмоинструмент
- Пневмогайковерты
Наборы ударных головокПневмогидравлические заклепочникиРежущий пневмоинструментОтрезные машинкиПневмомолотки и комплектующиеПистолеты продувочныеПистолеты моющиеПистолеты для подкачки шинКатушки для раздачи воздухаШарожницыШланги для воздуха (пневмошланги)ПневмодрелиПневмошуруповерты с реверсомПневмотрещоткиСтенды развал схождения
- Стенды сход развала
Стенды развал схождения 3dАксессуары для сход развалаОборудование для замены масла
- Установки для замены жидкости в гидроусилителе руля
МаслосборникиНагнетатели смазки и солидолонагнетателиПистолеты для раздачи маслаНасосы для закачки маслаУстановки для замены антифризаУстановки для замены масла в АКППУстановки для замены тормозной жидкостиКомпрессоры
- Компрессоры поршневые
Компрессоры винтовыеБлоки подготовки воздухаРесиверыБыстросъемные соединения для воздуха и переходникиМоторное масло
- Синтетика 5w-40
5w-40СинтетикаПолусинтетикаМоторные масла для коммерческого транспортаМоторные масла для легковых автомобилей Масла для АудиМасла для BMWКондиционирование
- Оборудование для заправки кондиционеров
Кузов и салон
- Кузовное оборудование
СтапелиОкрасочное оборудование и оборудование для сушки Покрасочные камерыБлоки подготовки воздуха для окрасочных камерФильтры для покрасочных камерПистолеты пескоструйныеПроизводственная мебель
- Подкатные тумбы и тележки
ВерстакиПроизводственная мебельШкафы для одеждыШкафы инструментальныеМойка деталейСпециальные станки
- Станки для проточки тормозных дисков
Наклепка тормозных колодокРасточка цилиндровТормозные стендыВыхлопная система
- Насадки для вытяжных катушек
Вентиляторы для вытяжки выхлопных газовВытяжные катушкиШланги для выхлопных газовМоечное оборудование
- Мойка автомобилей
ПылесосыПеногенераторыОчистные сооружения для автомоекОтопительное оборудование
- Печи на отработке
Линии Технического Контроля
- Линии Технического Контроля (ЛТК) для легковых автомобилей
Линии Технического Контроля (ЛТК) для грузовых автомобилейМобильные Линии Технического Контроля (ЛТК) для легковых и грузовых автомобилейЗапчасти оборудования для автосервисов
- Запчасти для автомобильных подъемников
Запчасти для шиномонтажного оборудованияУслуги
- Услуга 1
Услуга 2Услуга 3 Услуга 1Услуга 2Услуга 3Услуга 4Услуга 5Услуга 4Услуга 5
Источник: http://limuziny-fantom.ru/dvigateli/kak-proverit-ploskost-gbc-v-domashnih-usloviyah.html
С нами сотрудничают
-
Мосводосток

-
Автокомбинат им.
Краузе
-
МосАвтоДор

-
ТулаАвтоДор

-
ОГУП
«Волгоградавтодор»
-
АО
«МосТоТрест-Сервис»
-
ФГУП «Пойма»

-
ГБУ «Жилищник»

-
ПАО «Мостотрест»

-
МТФ-завод «МОКОН»

-
АО «ФЦНИВТ
«СНПО «ЭЛЕРОН»
-
Агрохолдинг
«РУСМОЛОКО»
-
ООО
«ТУЛАМАШАГРО»
-
АО «МИСК»
-
ООО
«ССК «ГАЗРЕГИОН»
-
АО «ГАЗСТРОЙ»

-
ПАО «ГОФРОН»

-
ФСК «Мостоотряд-47»

-
СТФ «Мостоотряд-99»

-
АО «Шаховский ДСК»
-
АО «Озеры-молоко»



Источник: http://zaoair.com/motorteh/
Проверка головки блока цилиндров
Удалите весь нагар со стенок камер сгорания (рис. 2.121).
Проверьте головку блока цилиндров на наличие трещин во впускных и выпускных каналах, камерах сгорания и на поверхности головки. Используя поверочную линейку и щуп, проверьте плоскостность поверхности разъема головки с блоком цилиндров в общей сложности в 6 местах. Если деформация превышает предельное значение, поправьте уплотняемую поверхность пластиной и наждачной бумагой примерно №400 (Водостойкая наждачная бумага с карбидом кремния): Оберните пластину наждачной бумагой и прошлифуйте уплотняемую поверхность, чтобы убрать выступающие места. Если после этого результаты измерения не соответствуют норме (превышают предельное значение), замените головку блока цилиндров. Утечка продуктов сгорания через плоскость разъема головки и блока цилиндров часто является следствием деформации уплотняемых поверхностей: такая утечка приводит к снижению мощности двигателя (рис. 2.122). Предельное значение отклонения уплотняемой поверхности головки блока цилиндров от плоскости: 0,03 мм.
Деформация посадочных поверхностей коллекторов: Проверьте посадочные поверхности коллекторов на головке блока цилиндров, используя поверочную линейку и щуп, чтобы определить, возможна ли правка поверхностей или необходимо заменить головку блока цилиндров (рис. 2.123). Предельное значение деформации посадочных поверхностей впускного и выпускного коллекторов на головке блока цилиндров: 0,05 мм.
carmanz.com
Источник: http://yandex.ru/turbo/koreec73.ru/s/dvigatel/kak-proverit-golovku-bloka-cilindrov-na-ploskost.html?sign=3dcc206a64378276857e747d5b6b06e6f83d9156afa7076008a3f2516b660625:1618933459
Отзывы клиентов
ООО «Санрайз» Евгений
«Работаем с компанией «Мир Моторов» более года. Обращаемся по ремонту и восстановлению блоков цилиндров, к/валов, ГБЦ и шатунов. Везем много и часто. Пока замечаний нет. Как говорится качественно.
МУП «Татариновское ЖКХ» Ступинский р-он Леонид Григорьевич
Сотрудничаем с компанией «Мир Моторов» с 2015 года. За это время отремонтировали ДВС Д-245, с десяток ГБЦ, ТНВД 656, блоки, к/валы. Достойно по качеству. Быстро. Без замечаний. Хоть и не близко расположены, отличный сервис. Зато в результате я уверен!
Источник: http://zaoair.com/motorteh/
Пошаговая инструкция
На СТО шлифовку ГБЦ проводят механическим способом на специальном станке, оснащённом шлифовальным кругом. Результат процесса зависит от профессионализма мастера. Если он превысит максимально допустимый слой шлифования, указанный в руководстве к двигателю, деталь придётся менять.
Самостоятельную шлифовку ГБЦ проводят ручным способом с помощью наждачной бумаги или точильного камня. Выглядит это следующим образом.
- Поверхность обрабатывают без сильного нажима, движениями в виде восьмёрки или нуля. Не допустимы резкие, прямые движения.
- После первого этапа шлифования берут кусок стекла по размерам головки и небольшое количество дизтоплива. Поверхность смазывают дизтопливом и прикладывают стекло. В местах, где снят слишком большой слой, образуется круг с жидкостью по краям. Там, где снят недостаточный слой – воздушный круг с топливом по краю.
- Далее стекло снимают и продолжают процесс шлифовки с учётом результатов контрольного замера.
- Как только получается идеально ровная, зеркальная поверхность, блок цилиндров можно собирать и устанавливать в двигатель.

ВАЖНО. Излишне снятый слой металла во время шлифовки может окончательно вывести деталь из строя, поэтому выполнять процедуру самостоятельно без наличия определённых навыков специалисты не рекомендуют.
Умело и тщательно отшлифованная ГБЦ, при условии правильной эксплуатации и обслуживания двигателя, прослужит автовладельцу не один десяток тысяч километров. Нарушение технологии процедуры потребует её повторного проведения через непродолжительное время.
Источник: http://voditelauto.ru/shlifovka-golovki-bloka-cilindrov/
Ремонт трещин
Качественно заделать трещину получится только с помощью сварки. Никаким клеевым составом не получится качественно заделать трещину в головки, потому что при нагревании до рабочих температур головка будет расширяться и трещина будет становиться больше, то есть нужен состав для заделывания трещины, который имел бы такие же линейные температурные расширения, как и материал головки, к тому же быть устойчивыми к другим нагрузкам. Всего этого возможно добиться только сваркой.
Подготовка головки для сварки
Перед сваркой трещину необходимо разделать, для этого фрезерной машинкой высверливают металл по всей длине трещины. Канавка должна получиться достаточно глубокой, 6-8 мм в глубину и примерно такая же по ширине, по форме желательно сделать клиновидной. Это поможет лучше проварить металл. Для разделки трещины между сёдел, сначала нужно , а только потом разделать трещину.
После разделки трещин головку надо нагреть до температуры 200-250°C, но не выше, чтобы головку не повело. Нагрев позволяет снизить напряжения в металле, возникающие при сварке. Для нагрева лучше всего использовать ацетиленовую горелку либо печь, но нельзя использовать паяльную лампу, потому что её можно легко перегреть ГБЦ.
Источник: http://limuziny-fantom.ru/dvigateli/kak-proverit-ploskost-gbc-v-domashnih-usloviyah.html
Контакты
Адрес: Московская область, Ленинский р-он, с. Молоково, ул. Революционная, д. 142, с. 1
Телефон: +7 (498) 787-99-77
Время работы: Пн-Пт: 08:00 – 17:00. Сб, Вс: Выходные
E-mail: motornye.tehnologii@zaoair.com
ИНН 7713315870
ОГРН 1037739209397
Схема проезда
Источник: http://zaoair.com/motorteh/
Видео
Простой, но менее эффективный и точный метод шлифования ГБЦ и самого блока представлен пользователем kosmos101980.

Загрузка …
Источник: http://avtozam.com/dvigatel/grm-kshm-gbc/rastochka-bloka-tsilindrov/
Фотогалерея
Фото микротрещин приведены ниже.




Источник: http://o-ladagranta.ru/proverka-golovki-bloka-cilindrov-na-ploskost/
Ремонт повреждений своими руками
Появление дефектов на головке блока цилиндров двигателя — серьезная проблема. Но ее можно решить, если повреждения незначительные.
В каких случаях нужна замена?
Менять головку блока цилиндров необходимо в случае серьезных повреждений. Если трещины большие и их не удается ликвидировать, то ГБЦ подлежит замене. Но прежде чем сделать это, устройство можно попробовать отремонтировать.
Подготовка головки для сварки
Зачистка поверхности для ремонта ГБЦ силового агрегата
Перед выполнением сварки дефект надо разделять. Используя фрезерную машинку, металл на конструкции головки блока цилиндров высверливается по длине повреждения. В итоге должна получиться канавка, глубина которой составит 6-8 мм. Приблизительно такой же обязана быть ее ширина. Что касается формы, то ее лучше сделать клиновидной, это позволит эффективнее проварить металл. Чтобы произвести разделку трещин между седел, их надо демонтировать и после этого разделывать.
Когда процесс подготовки будет завершен, ГБЦ силового агрегата подвергается нагреву до температуры около 230 градусов, но не более 250. В противном случае устройство может повести. Нагрев выполняется для снижения напряжения в стали, которое появляется во время сварки. Для выполнения этой задачи желательно использовать печь либо горелку. Применение паяльной лампы не допускается, поскольку она быстро перегреет конструкцию.
Сварка головки блока цилиндров
Процесс сварки выполняется так:
- Подготавливается металлический кусок, соответствующий габаритам повреждения головки блока.
- Процедура сварки осуществляется с применением газовой установки. На руках у вас должны быть и присадочные материалы. Практика показывает, что лучший эффект дает аргонно-дуговая сварка. К конструкции устройства подключите массу. Надо обеспечить горение дуги между ГБЦ и электродом, здесь же подложите вырезанный металлический кусок, использующийся для заделки дефекта. Подробно процесс сварки головки блока силового агрегата путем сварки описан на видео (автор — канал Ютуб Ютубный).
После завершения процесса рабочая поверхность подлежит зачистке и опрессовке. При отсутствии повреждений на плоскости, которая будет прилегать к ГБЦ, надо произвести фрезеровку. Нужно добиться того, чтобы поверхность получилась максимально ровной.
Альтернативные методы
Есть альтернативные методы, позволяющие отремонтировать головку блока цилиндров. Рассмотрим их подробно.
Эпоксидная паста
При использовании этого способа ГБЦ подлежит зачистке с обеих сторон. Для этого применяется металлическая щетка. В месте повреждений надо просверлить отверстия диаметром 3-4 мм. В них нарезается резьба. Заподлицо ввертываются заглушки, выполненные из меди либо алюминия. Повреждение подлежит обработке по всему периметру с помощью зубила либо абразивного круга. Инструмент используется под углом от 60 до 90 градусов, глубина должна составить не более 70% от толщины стенки.
- Вокруг повреждения выполняются насечки с применением зубила. Они делаются зубилом на расстоянии до 3 см, это позволит обеспечить шероховатость поверхности. Плоскость обезжиривается, для этого применяется топливо или ацетон.
- Подготавливается эпоксидная паста. С помощью шпателя нанесите первый слой вещества и сразу же второй, толщина каждого должна составить не меньше 2 мм.
После этого подождите сутки, не более 28 часов. За это время вещество затвердеет. Если вы хотите добиться быстрого эффекта, конструкцию ГБЦ можно подогреть до 100 градусов. Тогда на затвердевание уйдет три часа. Когда головка блока будет готова, ее поверхность следует зачистить напильником.
Сверление отверстий вокруг повреждения в головке блока
Эпоксидная паста и заплатка из стеклоткани
Толщина заплаты составляет 3 мм. Процесс подготовки выполняется так же, как в вышеописанном методе. Разница в том, что на каждый слой вещества надо наложить стеклотканевую заплатку. Заранее она пропитывается пастой, для лучшей фиксации прикатывается роликом. Общее расстояние от крайней части заплатки до края повреждения иди дефекта должно составить не меньше 15 мм. После фиксации происходит установка следующего слоя. Он должен перекрыть заплатку, установленную до этого, на 10 мм минимум с каждой стороны. Допускается использование не более чем восьми слоев. После установки последнего поверхность покрывается пастой.
Постановка штифтов
- Для их установки по концам повреждения на головке блока цилиндров силового агрегата просверливаются отверстия диаметром 4-5 мм. На каждой стороне дефекта.
- Сверлом аналогичного диаметра просверливаются отверстия по полной длине повреждения. Расстояние между ними составит 7-8 мм.
- Нарезается резьба и устанавливаются медные пруты. Глубина их установки соответствует толщине поверхности стенки ГБЦ. После монтажа прутики следует обрезать ножовкой. Оставляются концы на 2 мм над плоскостью головки блока.
- На следующем этапе просверливаются отверстия между вмонтированными штифтами. Они должны перекрыть предыдущие на 1/4 диаметра.
- Выполняется резьба, устанавливаются прутики и обрезаются. В итоге вы получаете полосу из штифтов, ввернутых друг в друга.
- Молотком вбиваются концы прутиков, удары не сильные. Это расчеканит штифты и сделает большой шов. Для надежности поверхность покрывается эпоксидной смолой.
- По завершении ремонта выполняется опрессовка головки блока цилиндров.
Источник: http://yandex.ru/turbo/koreec73.ru/s/dvigatel/kak-proverit-golovku-bloka-cilindrov-na-ploskost.html?sign=3dcc206a64378276857e747d5b6b06e6f83d9156afa7076008a3f2516b660625:1618933459
Привод распредвалов ГБЦ
Для привода распредвалов используют крутящий момент коленчатого вала двигателя. Типы приводов на снимке.

(1) – Цепной. Установливали на Kia Rio или Hyundai Solaris прошлого поколения.
(2) – Шестеренный привод ГРМ для V- двигателей.
(3) – Ременный привод, устанавливается на современные автомобили.
(4) – Зубчатый ремень, производители гарантируют пробег не менее 100 000 км.
Источник: http://garage-mo.ru/servis-i-remont/kak-proverit-ploskost-bloka-cilindrov-svoimi-rukami.html