
Балансировка деталей
Слесарь механосборочных работ



Неуравновешенность деталей выражается в том, что деталь, например шкив, посаженный на вал, шейки которого свободно вращаются в подшипниках, стремится после вращения остановиться в одном определенном положении. Это указывает на то, что в нижней части шкива сосредоточено большее количество металла, чем в его верхней части, т. е. центр тяжести шкива не совпадает с осью вращения.
Ниже рассмотрен неуравновешенный диск, посаженный на вал, который вращается в подшипниках (рис. 66, а). Пусть его неуравновешенность относительно оси вращения выражается массой груза Р (темный кружок). Неуравновешенность диска заставляет его останавливаться всегда так, чтобы груз Р занимал самое низкое положение. Если к диску на противоположной стороне и на том же расстоянии от оси, что и темный кружок, прикрепим груз такой же массы (заштрихованный кружок), то это уравновесит диск. В этом случае говорят, что диск уравновешен относительно оси вращения.

Рис. 66.
Схемы определения неуравновешенности деталей:
а — короткой, б — длинной, в — балансировка шкива на призмах, г — машина для динамической балансировки
Рассмотрим деталь, у которой длина больше диаметра (рис. 66,б). Если ее уравновесить только относительно оси вращения, то возникает сила, которая стремится повернуть продольную ось детали против часовой стрелки и тем самым дополнительно нагружает подшипники. Чтобы избежать этого, уравновешивающий груз располагают на расстоянии от силы Р.
Сила, с которой действует неуравновешенная вращающаяся масса, зависит от величины этой неуравновешенной массы, расстояния ее от оси, от квадрата числа оборотов ее. Следовательно, чем выше скорость вращения детали, тем сильнее оказывается ее неуравновешенность.
При значительных скоростях вращения неуравновешенные детали вызывают вибрацию детали и машины в целом, в результате чего подшипники быстро изнашиваются, а в некоторых случаях машина может разрушиться. Поэтому детали машин, вращающиеся с большой скоростью, должны быть тщательно отбалансированы.
Существует два вида балансировки: статическая и динамическая.
Статическая балансировка может уравновешивать деталь относительно ее оси вращения (рис. 66, а), но не может устранить действие сил, стремящихся повернуть продольную ось изделия (рис. 66,б). Статическую балансировку производят на ножах или призмах, роликах (рис. 66, в). Ножи, призмы и ролики должны быть калеными и шлифованными и перед балансировкой выверены на горизонтальность.
Операцию балансировки выполняют следующим образом. На ободе шкива предварительно наносят мелом черту. Вращение шкива повторяют 3 — 4 раза. Если меловая черта будет останавливаться в разных положениях, то это будет указывать на то, что шкив отбалансирован правильно. Если меловая черта каждый раз будет останавливаться в одном положении, то это значит, что часть шкива, находящаяся внизу, тяжелее противоположной. Чтобы устранить это, уменьшают массу тяжелой части высверливанием отверстий или увеличивают массу противоположной части обода шкива, высверлив отверстия, а затем залив их свинцом.
Динамическая балансировка устраняет оба вида неуравновешенности. Динамической балансировке подвергают быстроходные детали со значительным отношением длины к диаметру (роторы турбин, генераторов, электродвигателей, быстровращающиеся шпиндели станков, коленчатые валы автомобильных и авиационных двигателей и т. д.).
Динамическую балансировку производят на специальных станках (рис. 66, г) высококвалифицированные рабочие. При динамической балансировке определяют величину и положение массы, которые нужно приложить к детали или отнять от нее, чтобы деталь оказалась уравновешенной статически и динамически.
Центробежные силы и моменты инерции, вызванные вращением неуравновешенной детали, создают колебательные движения из-за упругой податливости опор. Причем колебания их пропорциональны величине неуравновешенных центробежных сил, действующих на опоры. На этом принципе основана балансировка деталей и сборочных единиц машин.
Динамическая балансировка выполняется на электрических автоматизированных балансировочных станках. Они в интервале 1—2 мин выдают данные: глубину и диаметр сверления, массу грузов, размеры контргрузов и места, где необходимо закрепить и снять грузы. Кроме того, выполняется регистрация колебаний опор, на которых вращается уравновешенная сборочная единица, с точностью до 1 мм.
Источник: http://asv0825.ru/slesar’-sborschik/34.html
Реклама:
Читать далее:
Сборка цепной передачи
Источник: http://pereosnastka.ru/articles/balansirovka-detalei
26. Технология заделки трещин в корпусных деталях фигурными вставками
Трещиныв корпусных деталях (головках и блокахцилиндров двигателей, картерах коробокпередач, задних мостах и других деталях)можно устранить следующими двумя видамифигурных вставок.
Уплотняющиевставки применяют для заделки трещиндлиной более 50 мм с обеспечениемгерметичности как толстостенных, таки тонкостенных деталей.
Длятонкостенных деталей используют вставкидиаметром 4,8 мм, а для деталей с толщинойстенок 12… 18 мм — 6,8 мм. Для установкиуплотняющей фигурной вставки сверлятотверстия диаметром 4,8 или 6,8 мм наглубину 3,5 или 6,5 мм за пределами концатрещины на расстояние 4…5 или 5…6 ммсоответственно. Затем, используяспециальный кондуктор, последовательновдоль трещины сверлят такие же отверстия.Через каждые пять отверстий сверлятотверстия поперек трещины — по два скаждой стороны. Отверстия продуваютсжатым воздухом, обезжиривают ацетоном,смазывают эпоксидным составом,устанавливают и расклепывают фигурныевставки. Вставки диаметром 6,8 мм помещаютв отверстие в два ряда.
Стягивающиевставки используют для стягиваниябоковых кромок трещины на толстостенныхдеталях. В деталях сверлят по кондукторуперпендикулярно трещине четыре илишесть отверстий (по два или три отверстияс каждой стороны) диаметром, соответствующимдиаметру вставки, с шагом, большим на0,1 …0,3, и глубиной 15 мм. Перемычку междуотверстиями удаляют специальнымпробойником в виде пластины шириной1,8 или 3,0 мм в зависимости от размероввставки.
Длявыполнения работ по заделки трещин сиспользованием фигурных вставокиспользуют следующее оборудование:
-сверлильнуюмашину или электрическую дрель;
-шлифовальнуюмашину или станок обдирочно-шлифовальный;
-клепальныймолоток;
-пистолетдля обдува детали сжатым воздухом;
-емкостис ацетоном и с составом на основеэпоксидной смолы.
Качество сварки инаплавки деталей во многом зависит отсодержания в стали углерода и легирующихэлементов. В зависимости от их содержаниястали по свариваемости делятся начетыре группы. К основным признакамсвариваемости относится склонность кобразованию трещин и механическиесвойства сварочного соединения.
Впервую группу входят хорошо сваривающиесястали, содержащие углерода до 0,25% илегирующих элементов до 5% (Ст2, СтЗ, 08 идр.). Эти стали хорошо свариваются пообычной технологии, т.е. без предварительногоподогрева и последующей термообработки.Однако применение термообработкине исключается для снятия внутреннихнапряжений. Для сварки применяютэлектроды типов Э-38, Э-42,
Ковторой группе относятся удовлетворительносваривающиеся стали, содержащиеуглерода 0,3-0,35%, низколегированные(20ХНЗА, 20ХГСА, 30Х) и высоколегированные(12Х14А, 9Х14А, 30X13 и др.). При их сварке инаплавке трещины не образуются, ножелательна последующая термообработка.Для сварки применяют электроды типаЭ-46, Э- 46А, Э-50, для наплавки — Э-10Г2, Э-11ГЗ.
Третьягруппа представляет собой ограниченносваривающиеся стали, склонные вобычных условиях сварки к образованиютрещин. Это углеродистые стали 40, 45 и50, низколегированные с содержаниемуглерода до 0,45% (30ХГС, 40ХМЮ и 45Л),высоколегированные (20Х18Н9, 36Х18Н25С2 идр.). При восстановлении деталей из этихсталей применяют электроды типаЭ-50, Э-55 и Э-60, наплавочные — Э-11ГЗ иЭ-12Г4. После сварки детали подвергаюттермической обработке.
Кчетвертой группе относятся плохосваривающиеся стали. Они трудноподдаются сварке и подвержены образованиютрещин. К этой группе относятся сталис содержанием углерода более 0,55%(стали 60, 65 и др.-),низко- и среднелегированные (50Т, 50XFCA,45ХНЗМФА и др.), высоколегированные сцементированными рабочими поверхностями(18ХНЗА, ЗХ2В8Ф и др.). При сварке и наплавкедеталей применяют электроды типа Э-15Г5,Э-30Г2ХМ, Э-320Х25С2ГР и др. Чтобы предупредитьобразование трещин, необходимопредварительно подогреть деталь дотемпературы 200—300°С и провестипоследующую термообработку (нагревдетали до температуры 600°С и медленноеохлаждение на воздухе).
Источник: http://studfile.net/preview/5853311/page:22/
Балансировка коленвала двигателя в Москве
Необходима балансировка коленвала двигателя? С радостью поможем! Большой опыт, передовое оборудование и профессионализм персонала позволяет выполнить все необходимые работы в короткие сроки и по низкой стоимости. Обращайтесь!
ЗАКАЗАТЬ РЕМОНТ
Источник: http://motor-rem.ru/uslugi/balansirovka/
Шлифовка коленвала
в Москве
Шлифовка, полировка, рихтовка, балансировка, восстановление маслосгонной накатки
Источник: http://savamotor.ru/
Почему с нами ВЫГОДНО
Бесплатная оценка стоимости ремонта
Гарантия минимальной цены
Только надежные и проверенные СТО

Коленчатый вал – это основной элемент в моторе автомобиля. Он принимает активное участие в переработке топлива в механическую энергию. Основной задачей агрегата является преобразование движения поршней в крутящий момент, который через трансмиссию передается на колеса.
На конецколенвала крепится маховик или дискообразная деталь. Она служит для образования инерции вращения и приводит мотор в движение. Если в этом слаженном механизме наблюдается хотя бы небольшой дисбаланс, машина будет неполноценно работать. Это может спровоцировать быстрый износ двигателя и дорогостоящий ремонт. Своевременная диагностика позволит избежать серьезных последствий.
Источник: http://carvista.ru/service/97-balansirovkakolenvala-s-mahovikom.html
Балансировка маховика и её результаты
Квалифицированные специалисты, владеющие прогрессивными методиками, и использующие в работе профессиональные балансировочные станки, выполнят работу качественно и оперативно. До начала работы выполняется вибродиагностика, она показывает, что повышенная вибрация вызвана дисбалансом. Вибродиагностика как способ контроля выполняется и после восстановления элементов маховика.
Результат балансировки маховика:
- сниженная вибрация двигателя и уменьшенные сопутствующие нагрузки;
- увеличение срока службы маховика, коленвала и двигателя;
- снижение вероятности поломок.
- На все виды работ предоставляется гарантия.
Балансировка маховика, цена которой в любом случае остаётся доступной, может быть выполнена также в других регионах.
Источник: http://rotor-service.ru/balansirovka/balansirovka-mahovika/
Гильзовка блока цилиндров
в Москве
Восстановление цилиндров немецкими гильзами с хонингованием
Источник: http://savamotor.ru/
Статьи по теме:
- Направление технического прогресса и внедрение передовых методов труда
- Производственная эстетика и научная организация труда (нот)
- Соревнование за коммунистический труд и повышение производительности труда
- Организация производства
- Планирование промышленного производства
Главная → Справочник → Статьи → Блог → Форум
Источник: http://pereosnastka.ru/articles/balansirovka-detalei
Цены на Балансировка коленвала двигателя
В таблице размещены ориентировочные цены. Чтобы узнать точную стоимость — свяжитесь с нами по телефону +7 (495) 644-22-48
| наименование | Стоимость за работу |
|---|---|
| рядный | от 1700 руб. |
| v-образный | от 5500 руб. |
| маховик | от 600 руб. |
| демпфер | от 600 руб. |
О КОМПАНИИ
Технический центр «Мотортехнология»
Все работы в нашем сервисно-техническом центре производятся профессиональными специалистами на высококачественном современном станочном оборудовании. Высочайшая квалификация сотрудников сервисно-технического центра, позволяет выполнять даже самые сложные и нестандартные работы с гарантией качества.
ОБРАТНАЯ СВЯЗЬ
Предлагаем лучшие условия
Большинство отказов техники происходит из-за повышенной высокочастотной вибрации двигателя, приводящей к преждевременным износам деталей, или, попросту говоря, вследствие дисбаланса.
Балансировка коленчатых валов рядных и V-образных двигателей
Большинство отказов техники происходит из-за повышенной высокочастотной вибрации двигателя, приводящей к преждевременным износам деталей, или, попросту говоря, вследствие дисбаланса.
Сущность возникновения нежелательных и опасных вибраций заключается в неблагоприятном действии свободных центробежных сил и их моментов от неуравновешенных масс, которые приводят к следующим последствиям:
1) Уменьшение срока службы коренных подшипников вследствие нарушения масляной пленки.
2) Наличие опасных резонансных колебаний при переходных режимах работы двигателя.
3) Усталостные разрушения навесных устройств, коленчатых валов, маховиков, корпусных деталей, ослабление фрикционных затяжек резьбовых соединений и аварийные происшествия.
4) Ухудшение надежности управления и повышенная усталость водителя.
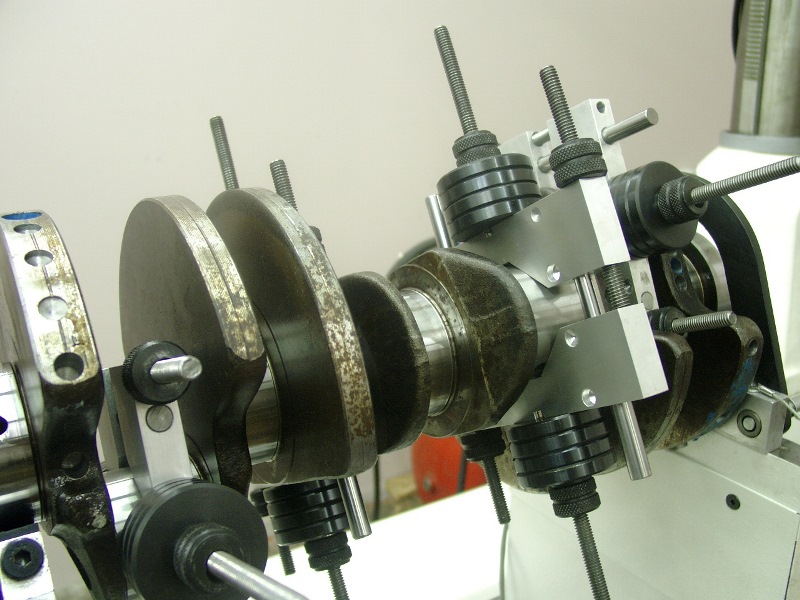
В сервисно-техническом центре компании Мотортехнология производится балансировка коленчатых валов рядных и V-образных двигателей отечественного и импортного производства на профессиональном станке фирмы Hines Liberator. По желанию заказчика сбалансировать можно не только коленчатый вал двигателя, но и осуществить поэтапную балансировку «коленчатый вал» — «коленчатый вал + маховик» – «коленчатый вал + маховик + корзина сцепления». Такая операция балансировки при сохранении взаимозаменяемости повышает ремонтопригодность сборочной единицы при замене отдельных деталей.
Балансировка коленчатых валов V- образных двигателей производится с учетом реальных масс шатунно-поршневой группы (ШПГ), которая впоследствии устанавливается на двигатель (развесовка ШПГ).
Операцию развесовки ШПГ возможно произвести отдельно.
Балансировка деталей двигателя – это повышение комфорта управления автомобилем за счет снижения вибраций, снижение механических потерь и улучшение технико-экономических показателей, значительное увеличение ресурса двигателя, экономия топлива и масла…
Балансировка коленчатых валов в нашем сервисно-техническом центре – качественно, быстро и просто!
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.
Источник: http://motor-rem.ru/uslugi/balansirovka/
ГАРАНТИЯ НА РАБОТУ ОТ SMAGRESTA
На восстановленные запчасти мы даем гарантию. Гарантию подтверждаем всеми необходимыми документами: заказ-наряд, кассовый чек, фирменный гарантийный талон. Нам удалось достичь максимальной эффективности – по статистике, 95 % нашей работы выполнены на «отлично». После нашего восстановления запчасти будут работать как новые.

Источник: http://smagresta.ru/moscow
Ремонт двигателя с гарантией
в Москве
Переборка дизельных и бензиновых двигателей
Источник: http://savamotor.ru/
ДОБРАТЬСЯ ЛИЧНЫМ ТРАНСПОРТОМ
Если вы используете навигаторы «Google.Карты» или «Яндекс.Карты» в ваших мобильных устройствах, просто введите в строке поиска навигатора слово «Смагреста Москва». Ваша карта сразу покажет наше местоположение и как к нам проехать.

Источник: http://smagresta.ru/moscow
Бонусы при ремонте в DSG Center
Чтобы ремонтировать DSG было еще выгоднее, мы предлагаем своим клиентам дополнительные бонусы:
- Возврат до 10% всех потраченных на ремонт средств по программе лояльности.
- Рассрочка оплаты до 4 месяцев без процентов и переплат.
- Диагностика и адаптация коробки при проведении ремонта — в подарок.
Источник: http://dsg.center/uslugi/remont_mahovika
Наши услуги
Заинтересованным в серьёзном комплексном подходе к ремонту двигателя и других систем автомобиля

МОТОРНЫЙ ЦЕНТР существует уже третий десяток лет. Узконаправленный на работы по моторно-агрегатной тематике, успешно обслуживает легковые автомобили, внедорожники, микроавтобусы и малотоннажные грузовики. Формула «Наши: переборка + расточка + детали = Ваша комплексная гарантия» работает безукоризненно. Таким образом исключается «поиск виноватых» в длинной цепочке субподрядчиков, свойственной большинству сервисов широкого профиля. Согласитесь, хорошо разбираться можно только в том, чем непосредственно занимаешься изо дня в день. Далеко не каждый московский техцентр имеет собственный станочный парк с импортной оснасткой и классных расточников, а также высокопрофессиональных мотористов. Сотрудничество в рамках одного предприятия станочников и двигателистов безусловно ведет к повышению качества «готового продукта» — отремонтированного двигателя.
Директор компании «Савамотор»

Источник: http://savamotor.ru/